Siguranța măsurării masei în industria farmaceutică. Teste metrologice de bază (partea II)
.jpg)
Testele metrologice sporesc siguranța măsurării maselor, cu condiția ca acestea să fie efectuate corect și cu regularitate. În industria farmaceutică, siguranța măsurării este o prioritate. În acest sens, a doua parte a articolului nostru se va axa pe metodologia testelor metrologice. Mai întâi, vă vom spune cum să vă pregătiți pentru astfel de teste.
Pregătirea înainte de teste
Înainte de teste, este necesar să vă familiarizați cu noțiunile privind instrumentul de cântărire, standardele de masă și metodologia. Acest lucru va permite proiectarea unui astfel de ciclu de testare, care va indica în mod clar acuratețea și precizia măsurătorilor.
Balanța
Fiecare balanță prezintă setări implicite de care depinde cât de rapidă și precisă poate fi efectuată măsurarea. Setările implicite garantează funcționarea corectă a balanței în condiții tipice de laborator, și anume, temperatură de aproximativ 20oC, umiditate relativă de aproximativ 40%. Setările din fabrică care optimizează funcționarea balanței sunt ajustate pe baza observării cântăririi standard de masă. În cursul cântăririi de laborator, se măsoară alte obiecte decât etaloanele de masă, acestea fiind becuri, pahare, recipiente etc. Acesta este motivul pentru care uneori este necesară modificarea ușoară a setărilor balanței; în acest sens, trebuie să se facă referire la specificațiile reale ale procesului. În cazul instrumentelor Radwag, o astfel de optimizare poate fi realizată în timpul testelor de rutină efectuate în cadrul procesului de validare. Există de fapt două tipuri principale de optimizare:
- optimizarea pentru viteză,
- optimizare pentru precizia măsurătorilor.
.png)
Figura 9. XA 21.4Y.A PLUS – aplicarea stentului
Metodă de filtrare a semnalului de măsurare
- foarte rapid / rapid,
- mediu,
- sslow / foarte lent.
Criteriul de stabilitate
- rapid,
- rapid și fiabil,
- de încredere.
Optimizarea în favoarea vitezei poate da o acuratețe și o precizie puțin mai proaste. Acest lucru se datorează faptului că, tocmai în acest caz, un rezultat stabil al cântăririi este definit de:
- timp scurt de observare și
- variație considerabilă a rezultatului cântăririi,
prin urmare, valoarea greșită poate fi luată pentru un rezultat stabil.
Pentru a optimiza procesul de cântărire în favoarea unei precizii excelente, de obicei sunt necesare următoarele:
- observarea de lungă durată a semnalului de măsurare,
- o variație foarte nesemnificativă a rezultatului cântăririi.
Trebuie afirmat că pentru instrumentele de cântărire cu unitatea de citire d = 1mg, adică PS 1000.X2 (Figura 10), practic nu există diferențe mari în ceea ce privește timpul de măsurare sau precizia cântăririi înainte sau după optimizare. Diferențe enorme sunt vizibile în cazul balanțelor cu unitatea de citire mai mică de 0,1 mg, de exemplu, microbalanțele din seria MYA 4Y.
.png)
Figura 10. PS 1000.X2 – măsurarea masei cu lizibilitate de 1 mg
Cod produs: WL-218-0026
În căutarea unei soluții ideale în ceea ce privește viteza și precizia cântăririi este necesar să se ia în considerare cerințele reale pentru procesul realizat în laborator. Acest lucru nu numai că va permite selectarea unei balanțe adecvate, dar și economisirea materialului de testare, care poate fi costisitor. Dependența teoretică dintre timpul de măsurare a masei și precizie pentru o balanță de laborator tipică de înaltă rezoluție este prezentată în figura 11.
.png)
Figura 11. Optimizarea parametrilor echilibrului
Pentru majoritatea balanțelor, în special pentru cele cu o unitate de citire cuprinsă între 0,01 mg ÷ 0,0001 mg, cel mai scurt timp de măsurare va fi o cauză a scăderii preciziei de măsurare. În acest sens, se evită practic setarea unui timp de măsurare scurt. Timpul optim de măsurare a masei în cazul majorității balanțelor de laborator este de aproximativ 2 ÷ 15 secunde, în funcție de valoarea unității de citire. Ca urmare a lipsei unei definiții standardizate a noțiunii de "timp de măsurare" putem întâlni diverși termeni care urmăresc mai degrabă să sublinieze mesajul de marketing decât să ofere informații obiective.
Standarde de masă
Distribuirea unei anumite cantități de substanță necesită verificarea prealabilă a faptului dacă indicațiile balanței sunt precise sau nu. În acest scop, se efectuează ajustarea balanței (a se citi secțiunea 4). În mod alternativ, este posibilă compararea indicațiilor afișate de balanță atunci când sarcina așezată pe platoul de cântărire este un etalon de masă cu o valoare cunoscută a greutății, cu respectiva valoare cunoscută. Oricare dintre aceste cazuri furnizează informații care indică cu ce precizie este măsurată masa substanței.
pÎn cursul unui control periodic al balanței, rareori se analizează ce se utilizează pentru teste, dacă balanța este verificată cu un etalon de greutate sau cu un etalon de masă. Există câteva diferențe semnificative între acestea două:
- masa nominală a greutăților este specificată prin reglementări, în timp ce valoarea greutății standardelor de masă poate fi arbitrară,
- forma greutăților este specificată prin reglementări (OIML R111-1), în timp ce forma standardelor de masă poate fi arbitrară, este selectată pentru a se potrivi cu utilizarea anticipată, ca în cazul unui instrument de cântărire electronic în care greutatea de reglare internă corespunde designului mecanic al balanței,
- orice obiect din material care garantează stabilitatea masei, prezintă mărci de identificare și certificat de calibrare cu valoarea masei și incertitudinea de calibrare specificate și cu informații privind trasabilitatea păstrată, poate fi un etalon de masă.
Cele de mai sus conduc la concluzia că fiecare greutate poate fi un etalon de masă (necesitate de calibrare), însă nu fiecare etalon de masă poate fi o greutate, de exemplu, dimensiunile geometrice nepermise.
.png)
Figura 12. Procesul de calibrare a etalonului de greutate și masă &ndash
Astăzi, în laboratorul de măsurare Radwag, procedura de calibrare a etalonului de masă se realizează automat cu ajutorul comparatoarelor automate de masă și al software-ului dedicat RMC. Ambele componente sunt soluții proprii Radwag, care permit o acuratețe și o precizie foarte ridicate ale proceselor de calibrare.
.png)
Figura 13. Set standard de masă
Cod produs: OK-501-0026
Metodologia de testare
Fiecare instrument de cântărire poate fi testat prin numeroase metode, însă nu este recomandat să se procedeze astfel (prea multe informații de procesat, proces care consumă mult timp, operațiuni costisitoare). Numărul de teste ar trebui redus la minimum, prin aceasta obținându-se doar informațiile necesare privind starea balanței (valid / invalid). Cu toate acestea, rezultatul măsurătorii fără niciun comentariu este inutil, prin urmare, în timpul planificării testelor este necesar să se definească:
- așteptările proprii în ceea ce privește conformitatea cu limitele critice (standard specificate, referință industrială pentru parametrul testat, de exemplu, acuratețea analizei prin USP 41),
- metoda de testare, adecvată pentru domeniul de aplicare al echilibrului operațiunilor,
- ce înseamnă rezultatul testului pentru procesele efectuate în laborator,
- factorii potențiali care pot influența rezultatul testului.
Nu se recomandă nici stabilirea unor proceduri de control complexe, nici efectuarea de teste complicate cu intensitate ridicată. Unele proceduri de control pot fi realizate automat cu utilizarea funcțiilor interne ale balanței, cum ar fi, de exemplu, raportul privind ajustarea balanței, Autotest GLP. Prima va informa cu privire la acuratețea cântăririi, iar cealaltă cu privire la precizia cântăririi. În ambele cazuri se utilizează greutatea de ajustare internă. O descriere mai precisă a acestor proceduri se găsește în secțiunile ulterioare ale acestei publicații.
.png)
Figura 14. XA 82/220.4Y PLUS – cântărire pulbere. Raport BPL
Cod produs: WL-107-1029
Din perspectiva Sistemelor de Management al Calității, procedurile de control trebuie să fie un instrument de îmbunătățire, adică un proces de analiză a riscurilor care trebuie efectuat în fiecare organizație (PDCA).
Acuratețea și precizia măsurătorilor
Precizia indicației este o noțiune care combină toți factorii care influențează rezultatul cântăririi. Printre aceștia se numără liniaritatea, repetabilitatea, excentricitatea și variația sensibilității. Împreună, acești factori pot cauza o indicație imprecisă a balanței.
Precizia măsurării este gradul de concordanță dintre o valoare cantitativă măsurată și o valoare cantitativă reală a unui măsurand (sursa: ISO/IEC Guide 99 International Vocabulary of Metrology. Concepte de bază și generale și termeni asociați, VIM). Noțiunea de precizie a măsurării nu este o mărime (nu este dată într-o valoare numerică a mărimii). Măsurarea este mai precisă atunci când eroarea corelată cu măsurarea este mai mică (figura 15).
.png)
Figura 15. Precizia măsurării
Eroarea măsurării nr. 2 (valoarea 11) este mai mare decât eroarea măsurării nr. 1 (valoarea 5), prin urmare, măsurarea 1 este mai precisă. Evaluarea preciziei măsurării masei necesită utilizarea unui etalon de masă cu valoare cunoscută a greutății. Exemplu:
- standard de masă cu greutatea de 50,000165 g (certificat de calibrare)
- indicația balanței 50.0004
- eroare de precizie a indicației balanței 50.000165 – 50.0004 = - 0.000235 g = - 0.0002 g
- cântărirea unui eșantion de masă apropiată de 50 g se realizează cu o eroare de aproximativ - 0,2 mg.
Precizia măsurării este gradul de concordanță apropiat între indicațiile sau valorile mărimilor măsurate obținute prin măsurători repetate pe aceleași obiecte sau pe obiecte similare în condiții specificate. Precizia măsurării este de obicei exprimată numeric prin măsuri de imprecizie, cum ar fi abaterea standard, varianța sau coeficientul de variație în condițiile specificate de măsurare. Cu cât precizia este mai mică, cu atât valoarea abaterii standard este mai mare.
Repetabilitatea indicațiilor – Precizia măsurării
|
SOP |
REPEATABILITATE |
|
Definiție |
OIML R76 USP 41, USP 1251, Farmacopeea Europeană punctul 1.7.2 |
|
Echipament |
Standarde de masă de 0,2 g, 10 g, 50 g, 100 g, 200 g |
|
Metodă |
Manual Încărcați platanul de cântărire de 10 ori cu un etalon de masă cu valoarea nominală respectivă și înregistrați rezultatele cântăririi. Indicațiile balanței pentru un platou de cântărire neîncărcat pot fi zero înainte și între măsurători. Nu este necesară ajustarea balanței înainte de începerea testului. Automat – Autotest GLP Intrați în submeniul ,Misc.” și rulați funcția Autotest GLP. Masa de ajustare va fi cântărită de 10 ori. După încheierea procedurii, balanța va afișa valoarea deviației standard calculată pentru seria de măsurători. |
|
Limite |
Metrologie legală, OIML – R 76: diferența admisă între indicația maximă și minimă nu poate fi mai mare de 5d ÷ 15d, aceasta este condiționată de sarcina de încercare (a se citi ANEXA 1). |
|
Interpretare |
Măsurarea nu este niciodată precisă; cu toate acestea, se poate estima cu o anumită probabilitate unde se încadrează valoarea măsurată (regula 3-sigma). Referindu-ne la valoarea medie a seriei de măsurători și la abaterea standard (S) se poate concluziona că:
|
În condiții stabile, precizia este o caracteristică permanentă a balanței, prin urmare determinarea dependențelor de mai sus permite să se specifice dacă măsurarea masei depășește sau nu limitele stabilite pentru probabilitatea aplicată.
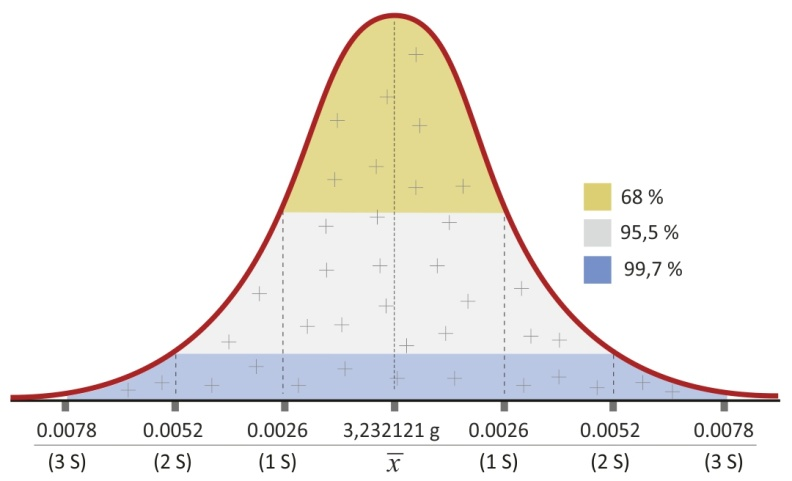
Figura 16. Interpretarea deviației standard – 3-sigma. rule
Precizia măsurării cu balanța și microbalanța
Rezultatul testului de precizie a măsurătorilor depinde de trei factori, și anume stabilitatea termică a balanței și a mediului, abilitățile operatorului privind arta cântăririi și metoda de testare aplicată.
Realizarea importanței acestor factori este primul pas pe calea unor teste obiective. În continuare, sunt prezentate testele de precizie pentru două balanțe cu unități de citire diferite. Rezultatele au fost raportate la cerințele legale (OIML R 76) și la limitele stabilite de Radwag pentru controlul calității.

Figura 17. AS 82/220.R2 PLUS
Cod produs: WL-104-1051
Observație
Precizia de măsurare pentru balanțele AS 82/220.R2 PLUS este conformă cu cerințele OIML R 76 și cu cerințele sistemului de management al calității al departamentului de control al calității din Radwag.
Cea mai mică valoare a unității de verificare (e) conform OIML R 76 este de 1 mg. Valoarea unității de citire a microbalanței (d) este de 1 mg. În zona limitei inferioare a domeniului de cântărire, eroarea maximă admisibilă de precizie (MPE) este de 0,5 din valoarea unității de verificare, adică 0,5 mg. În ceea ce privește cele de mai sus, eroarea de măsurare a masei poate fi de până la 0,000500 g. Tocmai din acest motiv, testarea parametrilor metrologici ai microbalanței în conformitate cu reglementările legale (OIML) nu este recomandată.

Figura 18. Microbalanță MYA 5.4Y PLUS
Cod produs: WL-101-0203
Excentricitate
|
SOP |
ECCENTRICITY |
|
Definiție |
OIML R76 |
|
Echipament |
Standarde de masă ale nominalelor apropiate fie de ⅓, fie de ½ Valoarea capacității maxime a instrumentului testat |
|
Metodă |
Manual (OIML R 76)
Manual – diferențial
|
|
Limite |
Metrologie legală, OIML – R 76: diferența admisă între indicațiile balanței pentru un punct de control nu trebuie să fie mai mare decât valoarea unei erori pentru o anumită sarcină (ANEXA 1). Domeniu nereglementat prin lege: diferența maximă pentru punctele de control 2 ÷ 5, calculată în raport cu indicațiile din punctul central al tăvii de cântărire, nu trebuie să fie mai mare decât valoarea dată de producător (fișa tehnică a produsului). |
|
Interpretare |
Orientările privind bunele practici de laborator recomandă plasarea obiectelor cântărite chiar în centrul tăvii de cântărire. Prin urmare, eroarea potențială de excentricitate nu este de o importanță semnificativă. O excepție poate fi reprezentată de obiectele cu deplasarea centrului de greutate. |
În cazul majorității balanțelor de laborator fabricate de Radwag, eroarea de excentricitate este de aproximativ 3 unități de citire. Pentru evaluare, se utilizează un etalon de masă cu valoarea greutății de ½ capacitate maximă.
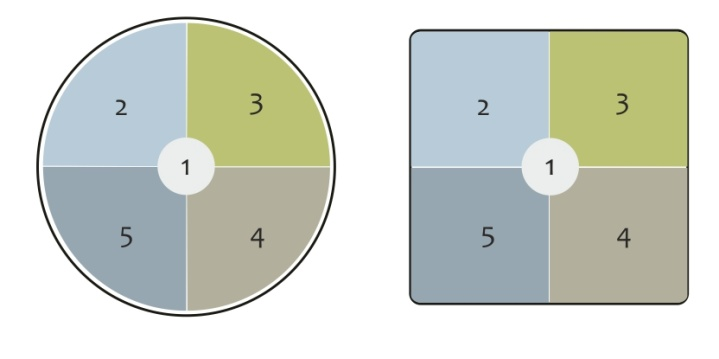
Figura 19. Puncte pentru controlul testului de excentricitate
Eroarea diferențială a excentricității
Eroarea diferențială de excentricitate este o abatere între rezultatul obținut la cântărirea unui etalon de masă amplasat succesiv pe punctele 2 ÷ 5 și rezultatul obținut la cântărirea aceluiași etalon de masă amplasat central pe punctul 1 (figura 19). Formula:
Ecc = I(1) – I(i)
unde: Ecc – eroare diferențială de excentricitate
I (i) – indicație pentru punctul necentral (2, 3, 4, 5)
I (1) – indicație pentru punctul central
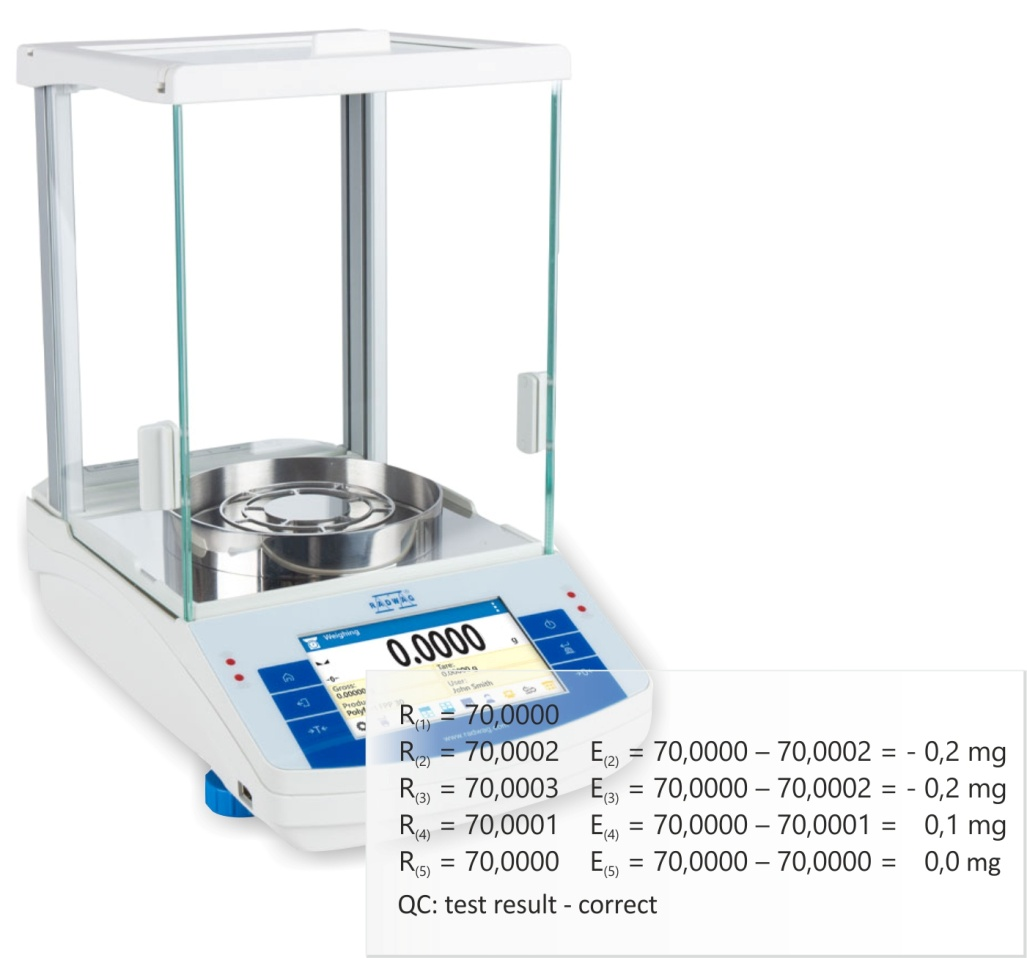
Figura 20. AS 220.X2 echilibru – încercare de excentricitate
Cod produs: WL-104-0169
Excentricitatea este un parametru cu o valoare constantă, prin urmare nu este nevoie să o testați prea des. În practică, testul de excentricitate este rezonabil numai la cântărirea probelor de masă mare (peste ½ Max). Acest parametru nu este important pentru masele mici, influența repetabilității fiind predominantă. Ar trebui controlat parametrul atunci?
Excentricitatea trebuie cu siguranță verificată după instalarea balanței. Rezultatul testului va permite să se judece dacă transportul balanței a cauzat sau nu modificări ale caracteristicilor balanței. În cursul funcționării, valoarea acestui parametru este constantă, prin urmare controlul ar trebui să aibă loc periodic (cu un interval lung, de exemplu, la câteva luni).
Linearitatea
Parametrul liniaritate determină diferența dintre un rezultat al cântăririi și o valoare de referință, adică greutatea etalonului de masă. Când vine vorba de liniaritate, se evaluează întreaga gamă de cântărire, însă uneori aceasta poate fi redusă doar la o parte din ea. Un instrument de cântărire perfect este un astfel de instrument care permite 'cântărirea precisă', ceea ce înseamnă o cântărire care garantează că indicația și valoarea greutății furnizate pe certificatul de calibrare sunt conforme. Cântărirea precisă este prezentată de linia verde, linia punctată reprezintă neliniaritatea (figura 21).
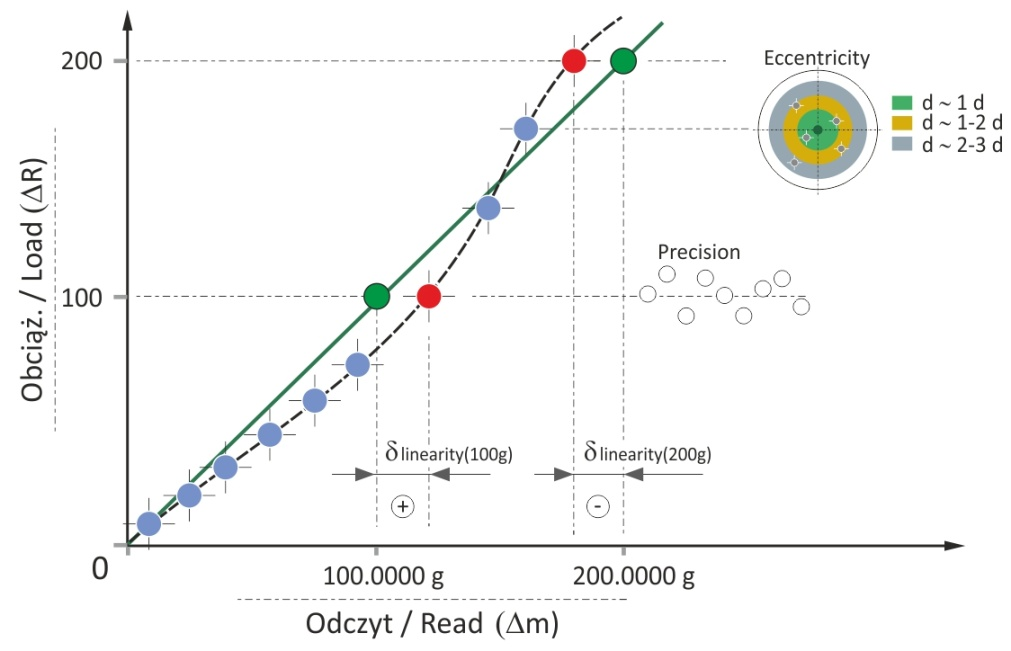
Figura 21. Linearitatea echilibrului – modelul echilibrului
Nealiniaritatea balanței poate fi rezultatul unor erori ale etaloanelor de masă utilizate în cursul reglării din fabrică, al unor metode de măsurare imperfecte, al posibilităților metrologice ale balanței și al greșelilor operatorului. De fapt, abaterea de linearitate acumulează alte erori, de exemplu cele care rezultă din precizia măsurării sau din excentricitate. Se poate spune că componentele suplimentare care contribuie la bugetul deviației de linearitate depind de domeniul de cântărire. Pentru masa eșantionului cuprinsă în intervalul de la 0 la ½ Capacitatea maximă, abaterea de linearitate poate fi influențată semnificativ de:
- precizia măsurării, adică repetabilitatea (influența condițiilor ambientale, a aptitudinilor etc.),
- eroarea standard de masă, incertitudinea prea mare de determinare a greutății standard de masă, murdăriei standard de masă etc.
Pentru masa eșantionului cuprinsă în intervalul ½Max ÷ Max, abaterea de liniaritate măsurată poate fi influențată semnificativ de:
- precizia măsurării, adică repetabilitatea (influența condițiilor ambientale, a abilităților etc.),
- eroarea de excentricitate,
- eroarea standardului de masă, incertitudinea prea mare de determinare a greutății standardului de masă, murdăriei standardului de masă etc.
O încercare de a reduce aceste erori este o poveste fără sfârșit, se face cu ajutorul unei metodologii respective, etc., suporturi speciale destinate recipientelor de cântărire (citiți secțiunea 3), monitorizarea condițiilor de mediu, instruirea personalului, altele. Atunci când se selectează o balanță pentru o anumită aplicație, trebuie luate în considerare potențialele erori, cu aceasta, siguranța proceselor din laborator va fi păstrată.
Analiza deviației de liniaritate a balanței trebuie să țină cont și de faptul că cântărirea obiectelor reale, cum ar fi pulberi, bulbi, vase, degetare de extracție, poate fi grevată de o eroare mai mare. Această eroare poate fi cauzată de instabilitatea probei (absorbție/desorbție), apariția unui număr prea mare de sarcini statice, instabilitatea termică a probei. Metodologia de cântărire trebuie să ia în considerare astfel de procese și să indice mijloacele de eliminare a riscurilor.
În practică, evaluarea liniarității implică performanța de ajustare (figura 5). De obicei, mecanismul de ajustare internă este utilizat în acest scop. Un astfel de proces elimină eroarea de sensibilitate a balanței, care poate fi rezultatul unei stabilizări termice continue a balanței, al transferului balanței de la producție la exploatare, al altor condiții de mediu. Ajustarea poate fi la fel de bine efectuată folosind etaloane de masă externe, însă într-un astfel de caz este necesar să se reamintească faptul că masa reală a etalonului de masă este masa sa nominală după luarea în considerare a abaterii (a se vedea certificatul de calibrare). Figura 22 prezintă un exemplu de raport de ajustare a balanței.
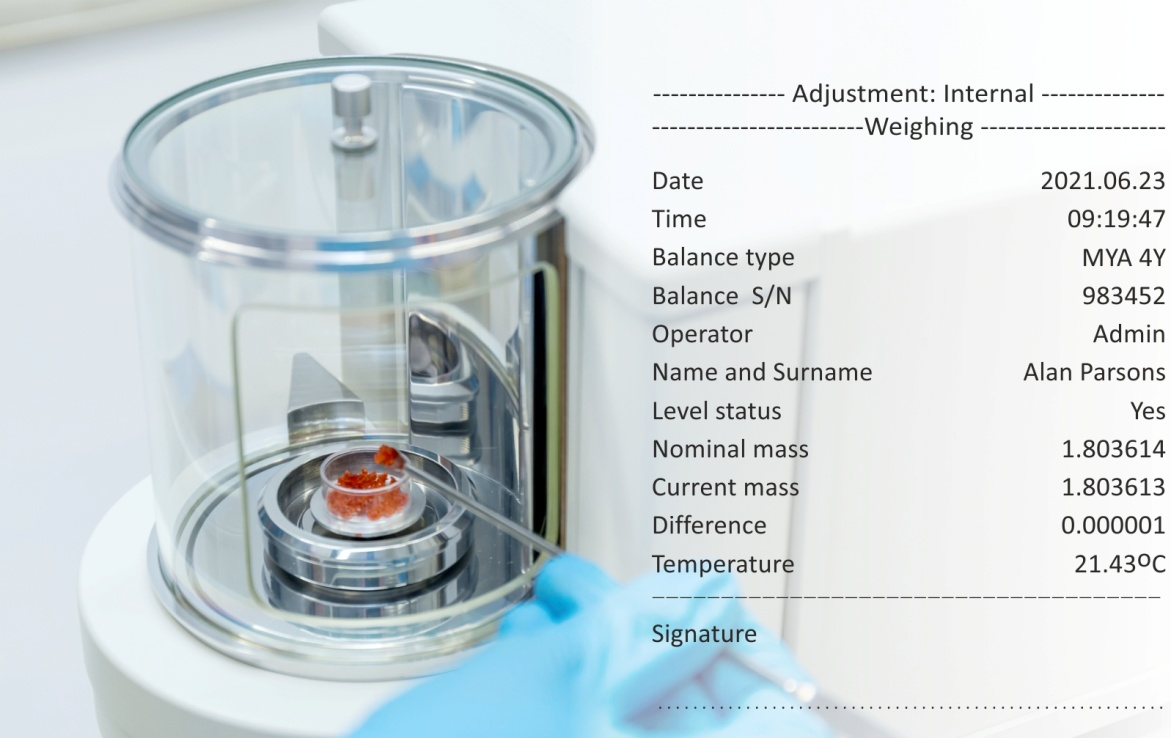
Figura 22. MYA 21.4Y PLUS – cântărire pulbere, raport de ajustare
Cod produs: WL-101-0414
|
SOP |
Linearitate |
|
Definiție |
OIML R76, ISO 5725-1 (precizie) |
|
Echipament |
|
|
Metodă |
Manual (OIML R 76)
Manual – cu utilizarea de greutăți suplimentare
|
|
Limite |
Metrologie legală, OIML – R 76: diferența admisă între indicațiile balanței pentru un punct de control nu trebuie să fie mai mare decât valoarea unei erori pentru o anumită sarcină (ANEXA 1). Metoda greutății suplimentare – diferența admisă între indicațiile de echilibru pentru un punct de control nu trebuie să fie mai mare decât valoarea unei erori pentru o anumită sarcină (ANEXA 1) și nici decât valoarea dată de producător (fișa tehnică a produsului). |
|
Interpretare |
Utilizarea standardelor de masă în întregul interval de cântărire poate fi problematică din cauza incertitudinii determinării greutății standardului de masă. Utilizarea metodei greutății suplimentare se bazează pe ipoteza că, indiferent de sarcina suplimentară utilizată, măsurarea masei aceluiași etalon de masă va furniza același rezultat de cântărire, dependența sarcină / indicație fiind ideal liniară (figura 21, linia verde). |
Linearity – Legal Metrology
În conformitate cu cerințele OIML R 111-1, OIML R 76, eroarea greutății utilizate în timpul testelor metrologice nu poate fi mai mare de ⅓ din erorile maxime admise pentru sarcina dată (ANEXA 1). Din acest motiv, testarea balanțelor cu unități de citire foarte mici, cum ar fi, de exemplu, seriile XA 4Y sau MYA 4Y, unde d < 0,01 mg, poate să nu ofere informații obiective privind precizia/linearitatea balanței. Pentru dispozitivele din clasele de precizie II și III, această problemă nu există, deoarece în scopul testării se utilizează greutăți din clasa de precizie F2

Figura 23. PS 1000.X2 cu etalonul de masă setat – testarea preciziei indicației balanței
Balanța este conformă cu cerințele metrologiei legale și cu cerințele Sistemului de Management al Calității adoptat în Radwag.
Linearitatea – Metoda greutății suplimentare
Această metodă necesită utilizarea unui etalon de masă și a unei cantități respective de greutăți suplimentare.
.png)
Figura 24. Controlul metrologic al balanței seria AS 220.R2 PLUS
Cod produs: WL-104-0177
La proiectarea testelor de control este necesar să se țină seama de cantitatea de teste și de nivelul de sofisticare corespunzător. Numai acele domenii și funcționalități care sunt semnificative pentru calitatea operațiunilor de laborator trebuie verificate, în măsura necesară. De asemenea, este necesar să se țină seama de faptul că fiecare obiect cu masă constantă în timp poate servi drept etalon de masă.
Vă recomandăm să citiți părțile anterioare și următoare ale articolului intitulat Ssiguranța măsurării masei în industria farmaceutică. Teste metrologice de bază:
Familiarizați-vă cu gama de produse RADWAG destinate industriei farmaceutice:
.jpg)











