Sicurezza delle misure di massa nell'industria farmaceutica. Test metrologici di base (parte II)
.jpg)
I test metrologici aumentano la sicurezza delle misure di massa, a condizione che siano eseguiti correttamente e regolarmente. Nell'industria farmaceutica, la sicurezza delle misure è una priorità. A questo proposito, la seconda parte del nostro articolo si concentrerà sulla metodologia dei test metrologici. In primo luogo, vi spiegheremo come prepararvi a tali test.
Preparazione prima dei test
Prima delle prove è necessario familiarizzare con le nozioni relative allo strumento di pesatura, agli standard di massa e alla metodologia. Ciò consentirà di progettare un ciclo di prova che indicherà chiaramente l'accuratezza e la precisione della misura.
Bilancia
Ogni bilancia presenta impostazioni predefinite da cui dipende la velocità e la precisione della misurazione. Le impostazioni predefinite garantiscono il corretto funzionamento della bilancia in condizioni tipiche di laboratorio, ovvero temperatura di circa 20oC, umidità relativa di circa il 40%. Le impostazioni di fabbrica che ottimizzano il funzionamento della bilancia vengono regolate sulla base dell'osservazione delle pesate standard di massa. Nel corso delle pesate di laboratorio, vengono misurati oggetti diversi dagli standard di massa, come bulbi, becher, recipienti, ecc. Per questo motivo, a volte è necessario modificare leggermente le impostazioni della bilancia, facendo riferimento alle specifiche del processo reale. Nel caso degli strumenti Radwag, tale ottimizzazione può essere realizzata durante i test di routine eseguiti nell'ambito del processo di validazione. Esistono in realtà due tipi principali di ottimizzazione:
- ottimizzazione per la velocità,
- ottimizzazione per la precisione di misura. ottimizzazione per la precisione della misura.
.png)
. Figura 9. XA 21.4Y.A PLUS – applicazione dello stent
Metodo di misurazione del filtraggio del segnale
- molto veloce / veloce,
- medio,
- lento / molto lento.
Criterio di stabilità
- veloce,
- veloce e affidabile,
- affidabile.
L'ottimizzazione a favore della velocità può comportare un leggero peggioramento dell'accuratezza e della precisione. Ciò è dovuto al fatto che, proprio in questo caso, un risultato di pesatura stabile è definito da:
- breve tempo di osservazione e
- considerevole variazione dei risultati di pesatura,
Pertanto, un valore errato può essere considerato un risultato stabile.
Per ottimizzare il processo di pesatura a favore di una precisione eccellente, di solito sono necessari i seguenti accorgimenti:
- osservazione di lunga durata del segnale di misura,
- una variazione dei risultati di pesatura molto insignificante.
Va detto che per gli strumenti di pesatura con unità di lettura d = 1 mg, cioè PS 1000.X2 (Figura 10), non ci sono praticamente grandi differenze in termini di tempo di misura o di precisione di pesatura prima e dopo l'ottimizzazione. Differenze enormi si notano invece nel caso di bilance con unità di lettura inferiore a 0,1 mg, ad esempio le microbilance della serie MYA 4Y.
.png)
.
Figura 10. PS 1000.X2 – misura della massa con leggibilità di 1 mg
Codice prodotto: WL-218-0026
Nella ricerca di una soluzione ideale per quanto riguarda la velocità e la precisione di pesata, è necessario prendere in considerazione le reali esigenze del processo realizzato in laboratorio. Ciò consentirà non solo di scegliere una bilancia adeguata, ma anche di risparmiare il materiale di prova, che può essere costoso. La dipendenza teorica tra il tempo di misurazione della massa e la precisione per una tipica bilancia da laboratorio ad alta risoluzione è presentata nella Figura 11.
.png)
. Figura 11. Ottimizzazione dei parametri di bilanciamento
Per la maggior parte delle bilance, soprattutto quelle con un'unità di lettura compresa tra 0,01 mg e 0,0001 mg, il tempo di misurazione più breve sarà causa di una peggiore precisione di misurazione. Per questo motivo, è praticamente da evitare l'impostazione di tempi di misurazione brevi. Il tempo ottimale di misurazione della massa nella maggior parte delle bilance da laboratorio è di circa 2 ÷ 15 secondi, a seconda del valore dell'unità di lettura. A causa della mancanza di una definizione standard della nozione di "tempo di misurazione", possiamo imbatterci in vari termini che mirano piuttosto a enfatizzare il messaggio di marketing che a fornire informazioni oggettive.
Standard di massa
Si tratta di una serie di standard di massa. L'erogazione di una particolare quantità di una sostanza richiede una verifica preliminare della precisione o meno delle indicazioni della bilancia. A questo scopo, si esegue la regolazione della bilancia (si veda la sezione 4). In alternativa, è possibile confrontare le indicazioni della bilancia visualizzate quando il carico appoggiato sul piatto di pesata è uno standard di massa di valore noto, con il suddetto valore noto. Entrambi i casi forniscono informazioni sulla precisione della misurazione della massa della sostanza.
Nel corso di un controllo periodico della bilancia, raramente si analizza cosa viene utilizzato per i test, se la bilancia viene verificata con un peso o con uno standard di massa. Esistono alcune differenze significative tra questi due metodi:
- . la massa nominale dei pesi è specificata dalle norme, mentre il valore del peso degli standard di massa può essere arbitrario
- la forma dei pesi è specificata dalle normative (OIML R111-1), mentre la forma degli standard di massa può essere arbitraria, selezionata per adattarsi all'uso previsto, come nel caso di uno strumento di pesatura elettronico in cui il peso di regolazione interno corrisponde al design meccanico della bilancia, .
- . può essere uno standard di massa qualsiasi oggetto realizzato in materiale che garantisca la stabilità della massa, sia dotato di marchi di identificazione e di un certificato di calibrazione con il valore della massa e l'incertezza di calibrazione specificati e con informazioni sulla tracciabilità conservata.
Quanto sopra porta alla conclusione che ogni peso può essere uno standard di massa (necessità di calibrazione), ma non tutti gli standard di massa possono essere pesi, ad esempio per le dimensioni geometriche non ammesse.
.png)
. Figura 12. Processo di calibrazione dello standard di peso e massa –
Oggi, nel Laboratorio di Misura Radwag, la procedura di calibrazione dello standard di massa viene eseguita automaticamente con l'uso di comparatori di massa automatici e del software RMC dedicato. Entrambi i componenti sono soluzioni proprietarie di Radwag, che consentono un'elevata accuratezza e precisione dei processi di calibrazione.
.png)
.
Figura 13. Set di standard di massa
Codice prodotto: OK-501-0026
Metodologia di test
Ogni strumento di pesatura può essere testato con numerosi metodi, ma non è consigliabile farlo (troppe informazioni da elaborare, processo che richiede tempo, operazioni costose). Il numero di test dovrebbe essere ridotto al minimo, in modo da ottenere solo le informazioni necessarie sullo stato della bilancia (valido /non valido). Tuttavia, il risultato della misurazione senza alcun commento è inutile, pertanto nella pianificazione dei test è necessario definire:
- . le proprie aspettative in merito alla conformità con i limiti critici (standard specificati, riferimento industriale per il parametro in esame, ad esempio, accuratezza dell'analisi secondo USP 41),
- metodo di prova, adeguato all'ambito delle operazioni di bilanciamento
- cosa significa il risultato del test per i processi eseguiti in laboratorio
- i potenziali fattori che possono influenzare il risultato del test.
Non si raccomanda di stabilire procedure di controllo complesse né di eseguire test complicati ad alta intensità. Alcune procedure di controllo possono essere realizzate automaticamente con l'uso delle funzioni interne della bilancia, come ad esempio il rapporto sulla regolazione della bilancia e l'Autotest GLP. La prima informa sull'accuratezza della pesata, l'altra sulla precisione della pesata. In entrambi i casi viene utilizzato il peso di regolazione interno. Una descrizione più accurata di queste procedure è contenuta nelle sezioni successive di questa pubblicazione.
.png)
.
Figura 14. XA 82/220.4Y PLUS – pesatura della polvere. Rapporto GLP
Codice prodotto: WL-107-1029
Dal punto di vista dei sistemi di gestione della qualità, le procedure di controllo devono essere uno strumento di miglioramento, ossia un processo di analisi dei rischi che deve essere eseguito in ogni organizzazione (PDCA).
Accuratezza e precisione delle misure
Accuratezza delle indicazioni L'accuratezza dell'indicazione è una nozione che combina tutti i fattori che influenzano il risultato della pesata. Tra questi vi sono la linearità, la ripetibilità, l'eccentricità e la variazione della sensibilità. L'insieme di questi fattori può causare un'indicazione imprecisa della bilancia.
L'accuratezza della misura è l'accordo tra il valore di una grandezza misurata e il valore di una grandezza vera di un misurando (fonte: ISO/IEC Guide 99 International Vocabulation): ISO/IEC Guide 99 Vocabolario internazionale di metrologia. Concetti fondamentali e generali e termini associati, VIM). La nozione di accuratezza della misura non è una quantità (non è data da un valore numerico della quantità). La misurazione è più accurata quando l'errore correlato alla misurazione è minore (Figura 15).
.png)
. Figura 15. Accuratezza della misura
L'errore della misura n. 2 (valore 11) è maggiore dell'errore della misura n. 1 (valore 5), pertanto la misura 1 è più accurata. La valutazione dell'accuratezza della misura di massa richiede l'uso di uno standard di massa di valore ponderale noto. Esempio:
- . peso standard di massa 50,000165 g (certificato di taratura)
- indicazione della bilancia 50,0004
- errore di precisione dell'indicazione della bilancia 50,000165 – 50,0004 = - 0,000235 g = - 0,0002 g
- la pesatura di un campione di massa prossima a 50 g viene effettuata con un errore di circa - 0,2 mg.
La precisione di misura è l'accordo tra le indicazioni o i valori delle grandezze misurate ottenute da misure replicate sullo stesso oggetto o su oggetti simili in condizioni specifiche. La precisione di misura è solitamente espressa numericamente da misure di imprecisione, come la deviazione standard, la varianza o il coefficiente di variazione nelle condizioni di misura specificate. Minore è la precisione, maggiore è il valore della deviazione standard.
Ripetibilità dell'indicazione – Precisione della misura
|
SOP |
REPEATABILITÀ |
|
Definizione |
OIML R76 USP 41, USP 1251, Farmacopea Europea punto 1.7.2 |
|
Attrezzatura |
Standard di massa da 0,2 g, 10 g, 50 g, 100 g, 200 g |
|
Metodo |
Manuale Caricare il piatto di pesata 10 volte con uno standard di massa del rispettivo valore nominale e registrare i risultati della pesata. Le indicazioni della bilancia per un piatto di pesata scarico possono essere azzerate prima e tra le misurazioni. Non è necessario regolare la bilancia prima dell'inizio del test. Automatico – Autotest GLP Entrare nel sottomenu ,Misc.” ed eseguire la funzione Autotest GLP. La massa di regolazione verrà pesata 10 volte. Al termine della procedura, la bilancia visualizzerà il valore di deviazione standard calcolato per la serie di misure. |
|
Limiti |
Metrologia legale, OIML – R 76: la differenza ammessa tra l'indicazione massima e quella minima non può essere superiore a 5d ÷ 15d, questo è condizionato dal carico di prova (leggere ALLEGATO 1). |
|
Interpretazione |
La misurazione non è mai accurata; tuttavia, è possibile stimare con una certa probabilità dove cade il valore misurato (regola dei 3-sigma). Facendo riferimento al valore medio della serie di misure e alla deviazione standard (S) si può concludere che:
|
In condizioni stabili, la precisione è una caratteristica permanente della bilancia, pertanto la determinazione delle dipendenze di cui sopra consente di specificare se la misura della massa supera o meno i limiti stabiliti per la probabilità applicata.
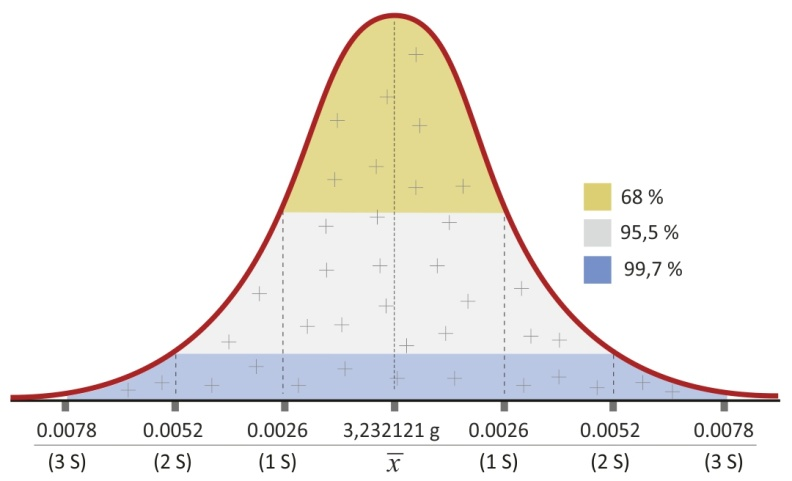
. Figura 16. Interpretazione della deviazione standard – regola del 3-sigma
Precisione di misura di bilance e microbilance
Il risultato del test di precisione delle misure dipende da tre fattori: la stabilità termica della bilancia e dell'ambiente, l'abilità dell'operatore nell'arte della pesatura e il metodo di prova applicato. La consapevolezza dell'importanza di questi fattori è il primo passo verso la realizzazione di test oggettivi. Di seguito vengono presentati i test di precisione di due bilance con diverse unità di lettura. I risultati sono stati riferiti ai requisiti di legge (OIML R 76) e ai limiti stabiliti da Radwag per il Controllo Qualità.

.
Figura 17. AS 82/220.R2 PLUS
Codice prodotto: WL-104-1051
Osservazione
La precisione di misura delle bilance AS 82/220.R2 PLUS è conforme ai requisiti della norma OIML R 76 e ai requisiti del Sistema di Gestione della Qualità del Dipartimento Controllo Qualità di Radwag.
Il valore minimo dell'unità di verifica (e) secondo OIML R 76 è di 1 mg. Il valore dell'unità di lettura della microbilancia (d) è di 1 mg. All'interno dell'area del limite inferiore dell'intervallo di pesata, l'errore di precisione massimo consentito (MPE) è pari allo 0,5 del valore dell'unità di verifica, ovvero 0,5 mg. In base a quanto sopra, l'errore di misurazione della massa può arrivare fino a 0,000500 g. Proprio per questo motivo non è consigliabile testare i parametri metrologici della microbilancia in conformità alle norme di legge (OIML).

.
Figura 18. MYA 5.4Y PLUS Microbilancia
Codice prodotto: WL-101-0203
Eccentricità
|
SOP |
ECCENTRICITÀ |
|
Definizione |
OIML R76 |
|
Attrezzatura |
Standard di massa di valori nominali prossimi a ⅓ o ½ valore di capacità massima dello strumento testato |
|
Metodo |
Manuale (OIML R 76)
Differenziale manuale
|
|
Limiti |
Metrologia legale, OIML – R 76: la differenza ammessa tra l'indicazione di bilanciamento per un punto di controllo non deve essere superiore al valore di un errore per un determinato carico (ALLEGATO 1). . Area non regolamentata dalla legge: la differenza massima per i punti di controllo 2 ÷ 5, calcolata rispetto alle indicazioni nel punto centrale del piatto di pesatura, non deve essere superiore al valore indicato dal produttore (scheda tecnica del prodotto). |
| .
Interpretazione |
Le linee guida della Buona Pratica di Laboratorio raccomandano di posizionare gli oggetti pesati al centro del piatto di pesata. Pertanto, l'errore potenziale di eccentricità non ha un'importanza significativa. Un'eccezione può essere rappresentata da oggetti con spostamento del centro di gravità. |
Nel caso della maggior parte delle bilance da laboratorio prodotte da Radwag, l'errore di eccentricità è di circa 3 unità di lettura. Per la valutazione, si utilizza uno standard di massa del valore di ½ capacità massima.
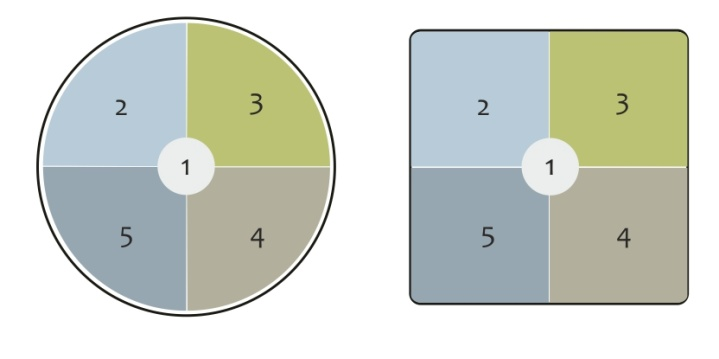
. Figura 19. Punti per il controllo del test di eccentricità
Errore differenziale di eccentricità
L'errore differenziale di eccentricità è una deviazione tra il risultato ottenuto pesando uno standard di massa posizionato successivamente sui punti 2 ÷ 5 e il risultato ottenuto pesando lo stesso standard di massa posizionato centralmente sul punto 1 (Figura 19). Formula:
Ecc = I(1) – I(i)
dove: Ecc – errore differenziale di eccentricità
I (i) I (i) – indicazione per il punto non centrale (2, 3, 4, 5)
I (1) – indicazione per il punto centrale
.
Figura 20. AS 220.X2 balance – test di eccentricità
Codice prodotto: WL-104-0169
L'eccentricità è un parametro di valore costante, quindi non è necessario testarlo troppo spesso. In pratica, il test dell'eccentricità è ragionevole solo quando si pesano campioni di grande massa (oltre ½ Max). Questo parametro non è importante per le piccole masse, in quanto l'influenza della ripetibilità è predominante. Il parametro dovrebbe quindi essere controllato?
L'eccentricità deve essere assolutamente controllata dopo l'installazione della bilancia. Il risultato del test permetterà di giudicare se il trasporto della bilancia ha causato o meno cambiamenti nelle caratteristiche della bilancia stessa. Nel corso del funzionamento il valore di questo parametro è costante, quindi il controllo dovrebbe avvenire periodicamente (con un lungo intervallo, ad esempio, ogni pochi mesi).
Linearità
Il parametro della linearità determina la differenza tra un risultato di pesata e un valore di riferimento, cioè il peso dello standard di massa. Quando si tratta di linearità, viene valutato l'intero intervallo di pesata, ma a volte può essere ridotto solo a una parte di esso. Uno strumento di pesatura perfetto è uno strumento che consente una pesatura precisa, ovvero una pesatura che garantisce la conformità tra l'indicazione e il valore di peso riportato sul certificato di taratura. La pesatura precisa è rappresentata dalla linea verde, mentre la linea tratteggiata indica la non linearità (Figura 21).
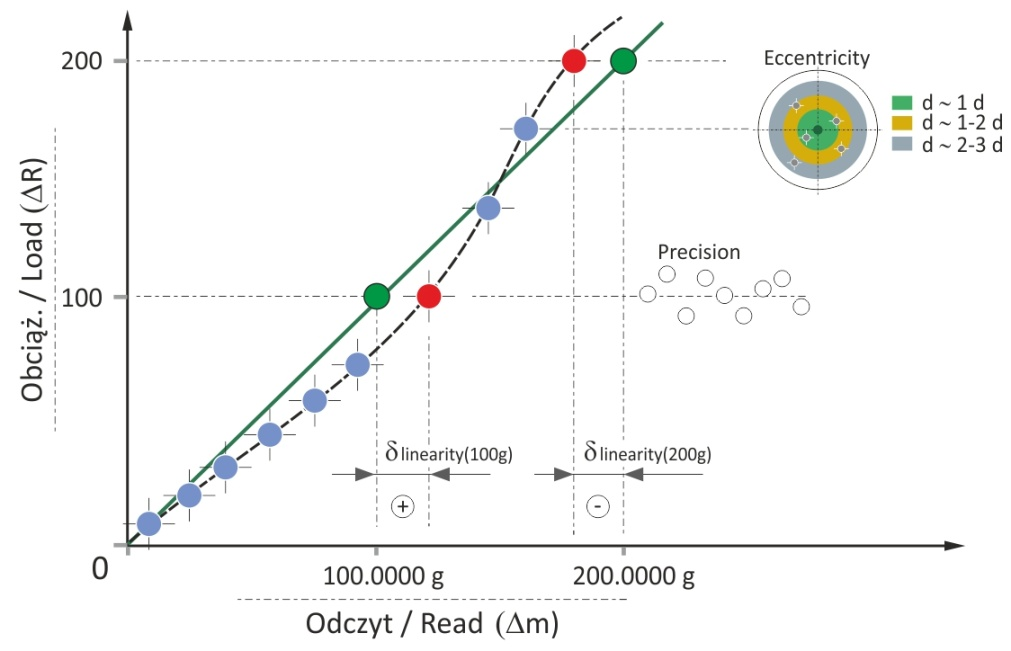
. Figura 21. Linearità dell'equilibrio – il modello di equilibrio
La non linearità della bilancia può essere il risultato di errori degli standard di massa utilizzati durante la regolazione in fabbrica, di metodi di misurazione imperfetti, di possibilità metrologiche della bilancia e di errori dell'operatore. In effetti, la deviazione della linearità accumula altri errori, ad esempio quelli derivanti dalla precisione di misurazione o dall'eccentricità. Si può dire che i componenti aggiuntivi che contribuiscono al bilancio della deviazione della linearità dipendono dall'intervallo di pesata. Per la massa del campione compresa nell'intervallo da 0 a ½Capacità massima, la deviazione della linearità può essere influenzata in modo significativo da:
- . precisione di misura, ovvero ripetibilità (influenza delle condizioni ambientali, delle competenze, ecc.
- errore standard di massa, incertezza troppo elevata nella determinazione del peso standard di massa, sporcizia standard di massa, ecc.
Per la massa del campione compresa nell'intervallo ½Max ÷ Max, la deviazione della linearità misurata può essere significativamente influenzata da:
- precisione di misura, cioè ripetibilità (influenza delle condizioni ambientali, delle competenze, ecc.
- errore di eccentricità,
- errore dello standard di massa, incertezza troppo elevata nella determinazione del peso standard di massa, sporcizia dello standard di massa, ecc.
Il tentativo di ridurre questi errori è una storia infinita, che si realizza con l'aiuto di una metodologia specifica, ecc., di supporti speciali destinati ai recipienti di pesatura (leggere la sezione 3), di monitoraggio delle condizioni ambientali, di formazione del personale, ecc. Nella scelta di una bilancia per una particolare applicazione, è necessario considerare i potenziali errori, in modo da preservare la sicurezza dei processi in laboratorio.
. L'analisi della deviazione della linearità della bilancia deve anche tenere conto del fatto che la pesata di oggetti reali come polveri, bulbi, recipienti, ditali da estrazione può essere gravata da un errore maggiore. Questo errore può essere causato dall'instabilità del campione (assorbimento/desorbimento), dalla presenza di troppe cariche statiche, dall'instabilità termica del campione. La metodologia di pesatura deve tenere conto di tali processi e indicare i mezzi per eliminare il rischio.
In pratica, la valutazione della linearità comporta prestazioni di regolazione (Figura 5). Di solito, a questo scopo si utilizza il meccanismo di regolazione interna. Tale processo elimina l'errore di sensibilità della bilancia, che può essere il risultato di una stabilizzazione termica in corso della bilancia, del trasferimento della bilancia dalla produzione al funzionamento, o di altre condizioni ambientali. La regolazione può anche essere eseguita utilizzando gli standard di massa esterni, ma in tal caso è necessario ricordare che la massa reale pesata dallo standard di massa è la sua massa nominale dopo aver tenuto conto della deviazione (vedere il certificato di taratura). La Figura 22 mostra un esempio di rapporto di regolazione della bilancia.
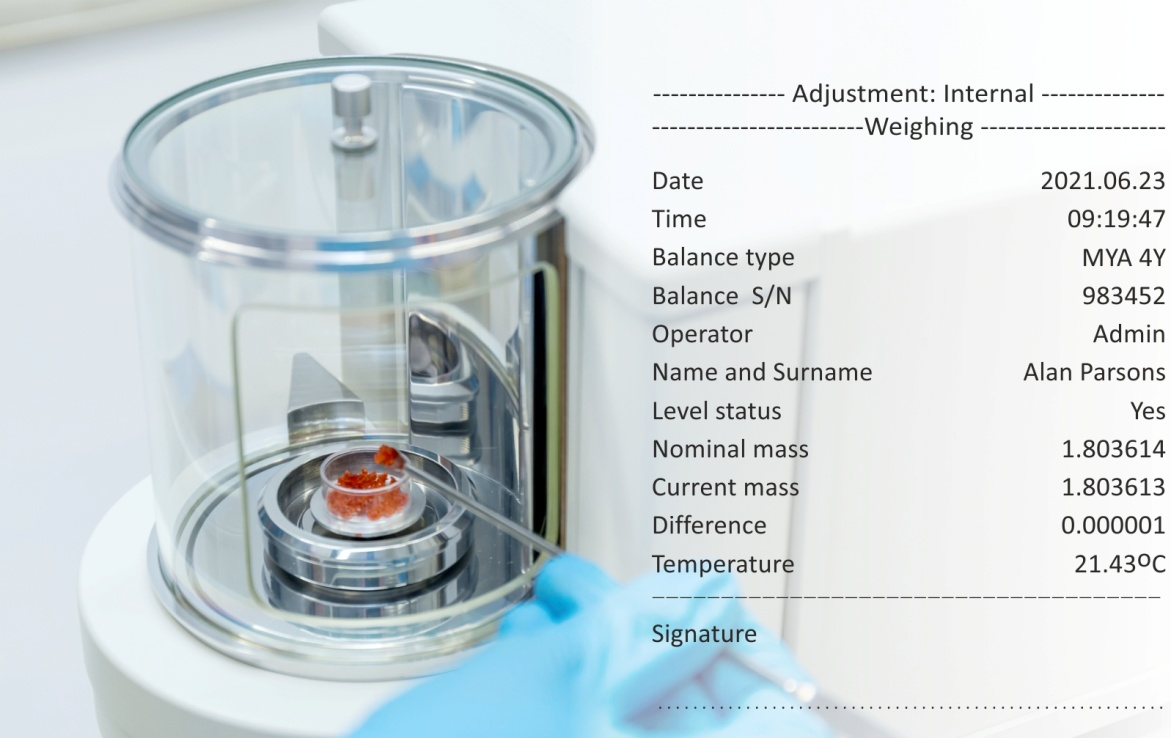
Figura 22. MYA 21.4Y PLUS – pesatura della polvere, rapporto di regolazione
Codice prodotto: WL-101-0414
|
SOP |
Linearità |
|
Definizione |
OIML R76, ISO 5725-1 (precisione) |
|
Attrezzatura |
|
|
Metodo |
Manuale (OIML R 76)
Manuale – con uso di pesi supplementari
|
|
Limiti |
Metrologia legale, OIML – R 76: la differenza ammessa tra l'indicazione di bilanciamento per un punto di controllo non deve essere superiore al valore di un errore per un determinato carico (ALLEGATO 1). . Il metodo del peso supplementare – la differenza ammissibile tra le indicazioni di bilanciamento per un punto di controllo non deve essere superiore al valore di un errore per un particolare carico (ALLEGATO 1) né al valore indicato dal produttore (scheda tecnica del prodotto). |
|
Interpretazione |
L'uso di standard di massa nell'intero intervallo di pesata può essere problematico a causa dell'incertezza nella determinazione del peso dello standard di massa. L'uso del metodo del peso supplementare si basa sul presupposto che, indipendentemente dal carico supplementare utilizzato, la misurazione della massa dello stesso standard di massa fornirà lo stesso risultato di pesatura, la dipendenza carico/indicazione è idealmente lineare (Figura 21, linea verde). |
Linearità – Metrologia legale
In conformità ai requisiti di OIML R 111-1, OIML R 76, l'errore del peso utilizzato durante le prove metrologiche non può essere superiore a ⅓ degli errori massimi consentiti per il carico dato (ALLEGATO 1). Per questo motivo, il collaudo di bilance con unità di lettura molto piccole, come ad esempio le serie XA 4Y o MYA 4Y, dove d < 0,01 mg, potrebbe non fornire informazioni oggettive sull'accuratezza/linearità della bilancia. Per i dispositivi di classe di accuratezza II e III questo problema non sussiste, poiché per il test vengono utilizzati pesi di classe di accuratezza F2 .
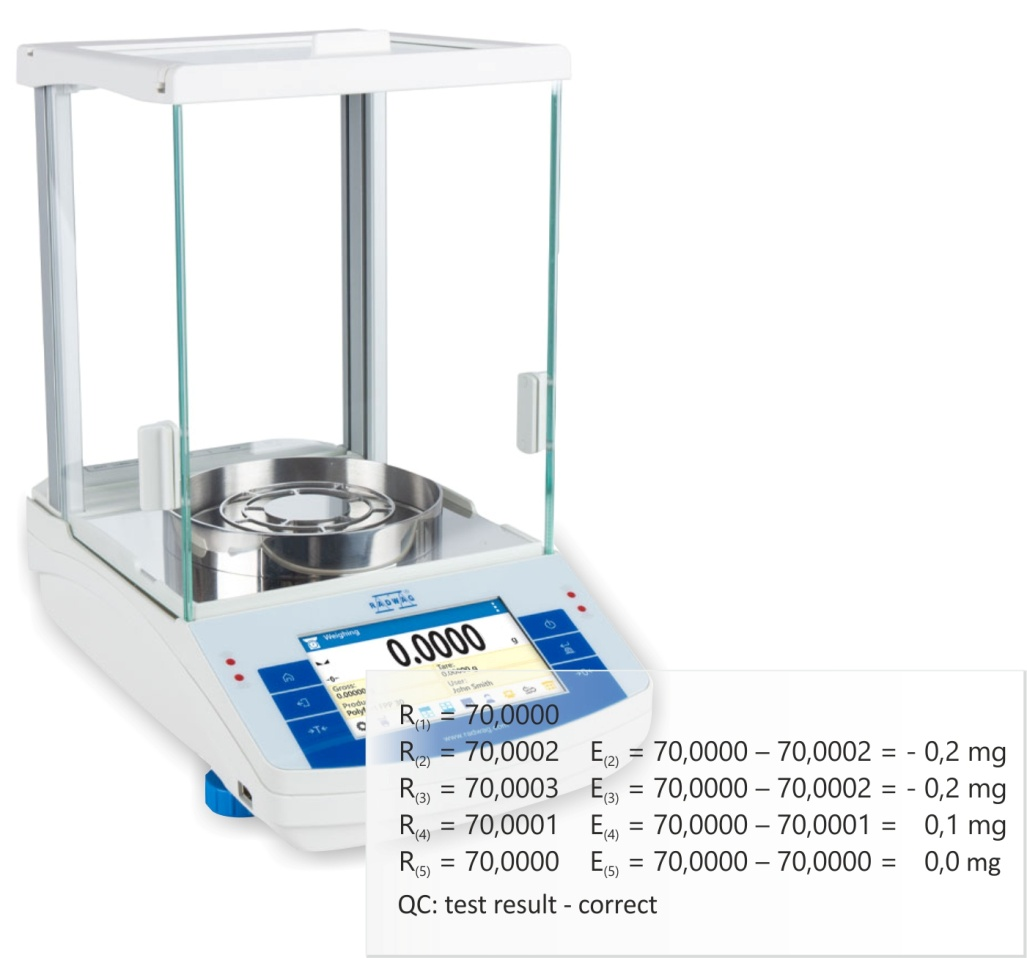
.

Figura 23. PS 1000.X2 con standard di massa impostato – prova di precisione dell'indicazione della bilancia
La bilancia è conforme ai requisiti della metrologia legale e ai requisiti del Sistema di Gestione della Qualità adottato da Radwag.
Linearità – Il metodo del peso supplementare
Questo metodo richiede l'uso di uno standard di massa e di una rispettiva quantità di pesi supplementari.
.png)
Figura 24. Controllo metrologico della bilancia della serie AS 220.R2 PLUS
Codice prodotto: WL-104-0177
Nella progettazione dei test di controllo è necessario tenere conto della quantità e del livello di sofisticazione dei test. Solo le aree e le funzionalità che sono significative per la qualità delle operazioni di laboratorio devono essere controllate, nella misura necessaria. È inoltre necessario tenere presente che ogni oggetto di massa costante nel tempo può fungere da standard di massa.
. Si consiglia di leggere le parti precedenti e successive dell'articolo intitolato Ssicurezza della misurazione della massa nell'industria farmaceutica. Test metrologici di base:
Conoscere la gamma di prodotti RADWAG destinati all'industria farmaceutica:
.jpg)











