Bezpečnosť merania hmotnosti vo farmaceutickom priemysle. Základné metrologické skúšky (časť II)
.jpg)
Metrologické skúšky zvyšujú bezpečnosť merania hmotnosti za predpokladu, že sa vykonávajú správne a pravidelne. Vo farmaceutickom priemysle je bezpečnosť merania prioritou. Vzhľadom na to sa v druhej časti nášho článku zameriame na metodiku metrologických skúšok. Najprv si povieme, ako sa na takéto skúšky pripraviť.
Príprava pred testami
Pred skúškami je potrebné oboznámiť sa s pojmami týkajúcimi sa váhy, hmotnostných etalónov a metodiky. To umožní navrhnúť taký skúšobný cyklus, ktorý jasne ukáže presnosť a správnosť merania.
Váhy
Každá váha obsahuje predvolené nastavenia, od ktorých závisí, ako rýchlo a presne možno vykonať meranie. Predvolené nastavenia zaručujú správnu činnosť váh v typických laboratórnych podmienkach, t. j. teplota približne 20oC, relatívna vlhkosť približne 40 %. Továrenské nastavenia optimalizujúce prevádzku váh sa upravujú na základe pozorovania štandardného váženia hmotnosti. V priebehu laboratórneho váženia sa merajú aj iné predmety ako etalóny hmotnosti, sú to žiarovky, kadičky, nádoby atď. To je dôvod, prečo je niekedy potrebné mierne upraviť nastavenia váh, pričom je potrebné sa odvolávať na špecifikáciu skutočného procesu. V prípade váh Radwag sa takáto optimalizácia môže realizovať počas rutinných testov vykonávaných v rámci validačného procesu. V skutočnosti existujú dva hlavné typy optimalizácie:
- optimalizácia pre rýchlosť,
- optimalizácia pre presnosť merania.
.png)
Obrázok 9. XA 21.4Y.A PLUS – aplikácia stentu
Spôsob filtrovania meracieho signálu
- veľmi rýchly/rýchly,
- priemerný,
- sspomalý / veľmi pomalý.
Kritérium stability
- rýchlo,
- rýchle a spoľahlivé,
- spoľahlivé.
Optimalizácia v prospech rýchlosti môže priniesť trochu horšiu presnosť a precíznosť. Je to spôsobené tým, že práve v tomto prípade je stabilný výsledok váženia definovaný:
- krátky čas pozorovania a
- značnou odchýlkou výsledku váženia,
preto sa za stabilný výsledok môže považovať nesprávna hodnota.
Na optimalizáciu procesu váženia v prospech vynikajúcej presnosti sa zvyčajne vyžaduje:
- dlhodobé pozorovanie meracieho signálu,
- veľmi zanedbateľná odchýlka výsledku váženia.
Je potrebné konštatovať, že v prípade váh s jednotkou odčítania d = 1 mg, t. j. PS 1000.X2 (obr. 10), prakticky neexistujú veľké rozdiely z hľadiska času merania alebo presnosti váženia pred optimalizáciou alebo po nej. Obrovské rozdiely sú badateľné v prípade váh s čítacou jednotkou menšou ako 0,1 mg, napr. mikrováhy série MYA 4Y.
.png)
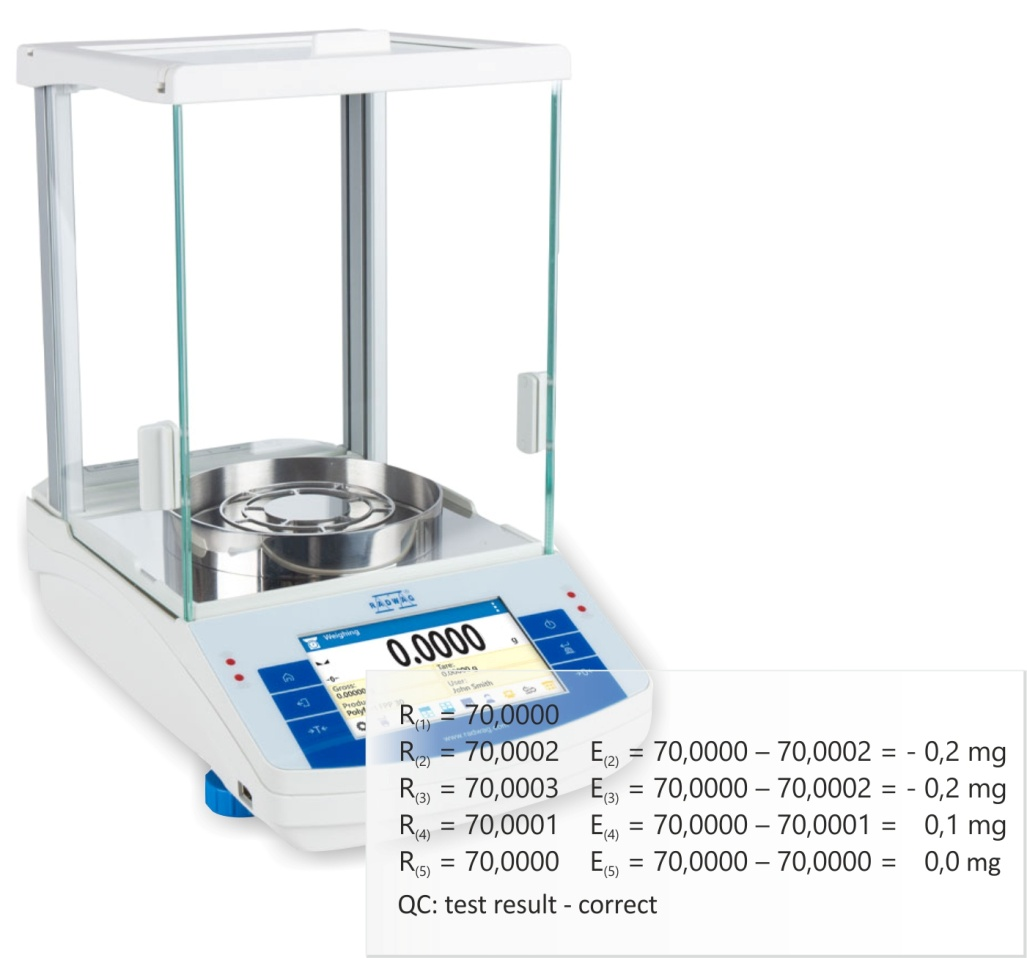
Obrázok 10. PS 1000.X2 – meranie hmotnosti s čitateľnosťou 1 mg
Kód výrobku: 1000 1000: WL-218-0026
Pri hľadaní ideálneho riešenia týkajúceho sa rýchlosti a presnosti váženia je potrebné zohľadniť skutočné požiadavky na proces realizovaný v laboratóriu. To umožní nielen vybrať vhodné váhy, ale aj ušetriť testovací materiál, ktorý môže byť nákladný. Teoretická závislosť medzi časom merania hmotnosti a presnosťou pre typické laboratórne váhy s vysokým rozlíšením je uvedená na obrázku 11.
.png)
Obrázok 11. Optimalizácia parametrov rovnováhy
Pri väčšine váh, najmä pri váhach s jednotkou čítania v rozmedzí 0,01 mg ÷ 0,0001 mg, bude najkratší čas merania príčinou horšej presnosti merania. S ohľadom na to sa prakticky vyhýbame nastaveniu krátkeho času merania. Optimálny čas merania hmotnosti v prípade väčšiny laboratórnych váh je približne 2 ÷ 15 sekúnd v závislosti od hodnoty jednotky čítania. V dôsledku absencie štandardne špecifikovanej definície pojmu "čas merania" sa môžeme stretnúť s rôznymi termínmi, ktorých cieľom je skôr zdôrazniť marketingové posolstvo než poskytnúť objektívne informácie.
Hmotnostné normy
Dávkovanie určitého množstva látky si vyžaduje predchádzajúce overenie, či sú údaje na váhe presné alebo nie. Na tento účel sa vykonáva nastavenie váh (prečítajte si časť 4). Alternatívne je možné porovnať zobrazené indikácie váhy, keď je bremeno spočívajúce na váhovej miske hmotnostným etalónom so známou hodnotou hmotnosti, s uvedenou známou hodnotou. V oboch prípadoch sa získajú informácie, ktoré hovoria o tom, ako presne sa meria hmotnosť látky.
pV priebehu pravidelnej kontroly váh sa zriedka analyzuje, čo sa používa na skúšky, či sa váhy overujú pomocou závažia alebo hmotnostného etalónu. Medzi týmito dvoma spôsobmi je niekoľko podstatných rozdielov:
- menovitá hmotnosť závaží je stanovená predpismi, zatiaľ čo hodnota hmotnosti hmotnostných etalónov môže byť ľubovoľná,
- tvar závaží je špecifikovaný predpismi (OIML R111-1), zatiaľ čo tvar etalónov hmotnosti môže byť ľubovoľný, vyberá sa tak, aby vyhovoval predpokladanému použitiu, ako v prípade elektronických váh, kde vnútorné nastavovacie závažie zodpovedá mechanickej konštrukcii váh,
- etalónom hmotnosti môže byť akýkoľvek predmet vyrobený z materiálu, ktorý zaručuje stabilitu hmotnosti, má identifikačné značky a kalibračný certifikát s uvedenou hodnotou hmotnosti a neistotou kalibrácie a s informáciami o zachovanej nadväznosti.
Z uvedeného vyplýva záver, že každé závažie môže byť etalónom hmotnosti (kalibračná nutnosť), avšak nie každý etalón hmotnosti môže byť závažím, napr. nepovolené geometrické rozmery.
.png)
Obrázok 12. Postup kalibrácie etalónu hmotnosti a hmotnosti –
V súčasnosti sa v meracom laboratóriu Radwag postup kalibrácie hmotnostného etalónu vykonáva automaticky pomocou automatických hmotnostných komparátorov a špecializovaného softvéru RMC. Obe zložky sú vlastnými riešeniami spoločnosti Radwag, ktoré umožňujú veľmi vysokú presnosť a precíznosť kalibračných procesov.
.png)
Obrázok 13. Hmotnostný štandardný súbor
OK-501-0026
Metodika testovania
Každú váhu možno testovať pomocou mnohých metód, avšak neodporúča sa to (príliš veľa informácií, ktoré treba spracovať, časovo náročný proces, nákladné operácie). Počet testov by sa mal znížiť na úplné minimum, pričom sa získajú len nevyhnutné informácie týkajúce sa stavu váh (platné / neplatné). Napriek tomu je výsledok merania bez akéhokoľvek komentára nepoužiteľný, preto je pri plánovaní testov potrebné definovať:
- vlastné očakávania, pokiaľ ide o zhodu s kritickými limitmi (štandardne špecifikované, priemyselné referencie pre testovaný parameter, napr. presnosť analýzy podľa USP 41),
- skúšobná metóda, ktorá je adekvátna pre bilančný rozsah operácií,
- čo výsledok skúšky znamená pre procesy vykonávané v laboratóriu,
- potenciálne faktory, ktoré môžu ovplyvniť výsledok testu.
Neodporúča sa zavádzať zložité kontrolné postupy ani vykonávať komplikované testy s vysokou intenzitou. Niektoré kontrolné postupy sa môžu realizovať automaticky s využitím funkcií vnútornej váhy, ako je napríklad hlásenie o nastavení váhy, Autotest GLP. Prvá bude informovať o presnosti váženia, druhá o presnosti váženia. V oboch prípadoch sa používa interné nastavovacie závažie. Presnejší opis týchto postupov nájdete v ďalších častiach tejto publikácie.
.png)
Obrázok 14. XA 82/220.4Y PLUS – váženie prášku. Správa SLP
WL-107-1029
Z hľadiska systémov riadenia kvality musia byť kontrolné postupy nástrojom na zlepšovanie, t. j. procesom analýzy rizík, ktorý sa vykonáva v každej organizácii (PDCA).
Presnosť a správnosť merania
Presnosť indikácie je pojem, ktorý spája všetky faktory, ktoré ovplyvňujú výsledok váženia. Medzi ne patrí linearita, opakovateľnosť, excentricita a odchýlka citlivosti. Tieto faktory spolu môžu spôsobiť nepresnú indikáciu váh.
Presnosť merania je blízkosť zhody medzi nameranou hodnotou veličiny a skutočnou hodnotou meranej veličiny (zdroj: Slovník slovenského jazyka: ISO/IEC Guide 99 International Vocabulary of Metrology. Základné a všeobecné pojmy a súvisiace termíny, VIM). Pojmom presnosť merania nie je veličina (nie je uvedená v číselnej hodnote veličiny). Meranie je presnejšie, keď je chyba súvisiaca s meraním menšia (obrázok 15).
.png)
Obrázok 15. Presnosť merania
Chyba merania č. 2 (hodnota 11) je väčšia ako chyba merania č. 1 (hodnota 5), meranie č. 1 je preto presnejšie. Vyhodnotenie presnosti merania hmotnosti si vyžaduje použitie hmotnostného etalónu so známou hodnotou hmotnosti. Príklad:
- hmotnosť hmotnostného etalónu 50,000165 g (kalibračný certifikát)
- indikácia váhy 50,0004
- chyba presnosti indikácie váh 50,000165 – 50,0004 = - 0,000235 g = - 0,0002 g
- váženie vzorky s hmotnosťou blízkou 50 g sa vykonáva s chybou približne - 0,2 mg.
Presnosť merania je blízkosť zhody medzi údajmi alebo hodnotami meranej veličiny získanými opakovanými meraniami na rovnakých alebo podobných predmetoch za stanovených podmienok. Presnosť merania sa zvyčajne vyjadruje číselne pomocou mier nepresnosti, ako je štandardná odchýlka, rozptyl alebo variačný koeficient za stanovených podmienok merania. Čím nižšia je presnosť, tým väčšia je hodnota smerodajnej odchýlky.
Opakovateľnosť indikácie – presnosť merania
|
SOP |
REPETABILITA |
|
Definícia |
OIML R76 USP 41, USP 1251, Európsky liekopis bod 1.7.2 |
|
Vybavenie |
Hmotnostné štandardy 0,2 g, 10 g, 50 g, 100 g, 200 g |
|
Metóda |
Ručný Vážiacu misku naložte 10-krát etalónom hmotnosti príslušnej menovitej hodnoty a zaznamenajte výsledky váženia. Indikácie váh pre nezaťaženú vážiacu misku môžu byť pred meraním a medzi meraniami nulové. Pred začatím skúšky sa nastavenie váh nevyžaduje. Automatic – Autotest GLP Vstúpte do ,Misc.” podponuky a spustite funkciu Autotest GLP. Nastavovacia hmotnosť sa zváži 10-krát. Po skončení postupu sa na váhe zobrazí hodnota štandardnej odchýlky vypočítaná pre sériu meraní. |
|
Limity |
Zákonná metrológia, OIML – R 76: prípustný rozdiel medzi maximálnou a minimálnou indikáciou nemôže byť väčší ako 5d ÷ 15d, je to podmienené skúšobným zaťažením (pozri PRÍLOHA 1). |
|
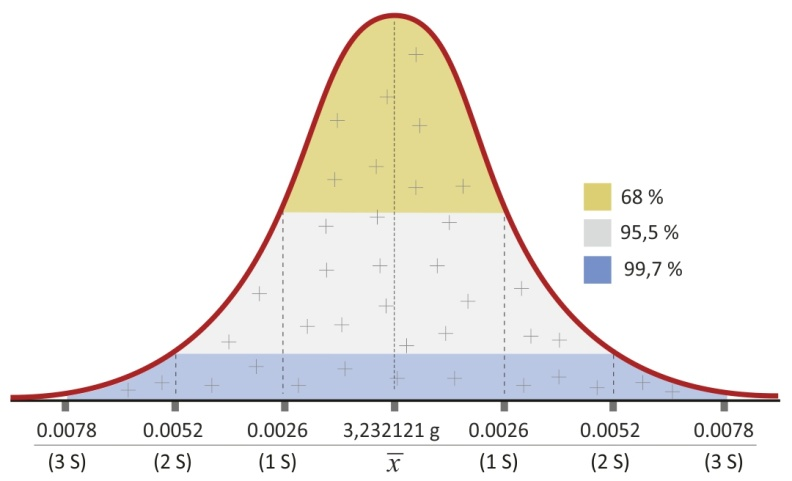
Výklad |
Meranie nie je nikdy presné; možno však s určitou pravdepodobnosťou odhadnúť, kam nameraná hodnota spadá (pravidlo 3 sigma). S odkazom na priemernú hodnotu radu meraní a na štandardnú odchýlku (S) možno konštatovať, že:
|


|
SOP |
ECENTRICITA |
|
Definícia |
OIML R76 |
|
Vybavenie |
Hmotnostné etalóny s nominálnymi hodnotami blízkymi buď ⅓, alebo ½ Maximálna hodnota kapacity testovaného prístroja |
|
Metóda |
Manuál (OIML R 76)
Ručný – diferenciál
|
|
Limity |
Zákonná metrológia, OIML – R 76: prípustný rozdiel medzi údajmi o vyvážení pre kontrolné miesto nesmie byť väčší ako hodnota chyby pre konkrétne zaťaženie (PRÍLOHA 1). Oblasť, ktorá nie je upravená zákonom: maximálny rozdiel pre kontrolné miesta 2 ÷ 5, vypočítaný vzhľadom na indikácie v stredovom bode váhovej misky, nesmie byť väčší ako hodnota uvedená výrobcom (technický list výrobku). |
|
Výklad |
V usmerneniach pre správnu laboratórnu prax sa odporúča umiestniť vážené predmety do samého stredu vážiacej misky. Preto potenciálna chyba excentricity nemá významný význam. Výnimkou môžu byť predmety s posunom ťažiska. |
V prípade väčšiny laboratórnych váh vyrábaných spoločnosťou Radwag je chyba excentricity približne 3 odčítacie jednotky. Na vyhodnotenie sa používa etalón hmotnosti s hodnotou ½ Max capacity.
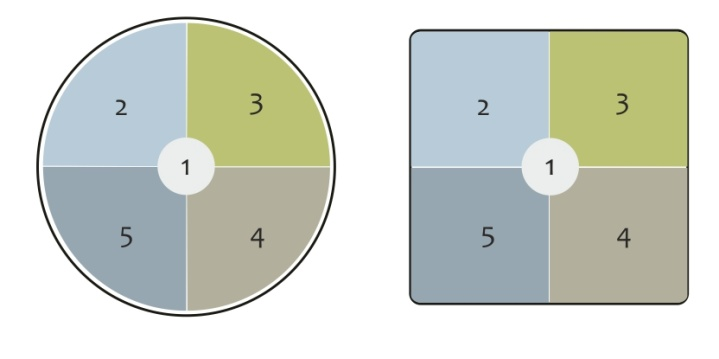
Obrázok 19. Miesta na kontrolu testu excentricity
Diferenciálna chyba excentricity
Diferenciálna chyba excentricity je odchýlka medzi výsledkom získaným pri vážení etalónu hmotnosti umiestneného postupne na miestach 2 ÷5 a výsledkom získaným pri vážení toho istého etalónu hmotnosti, keď je umiestnený centrálne na mieste 1 (obrázok 19). Vzorec:
Ecc = I(1) I(i)
kde: Ecc – diferenciálna chyba excentricity
I (i) – údaj pre necentrálne miesto (2, 3, 4, 5)
I (1) – indikácia pre centrálny bod
Obrázok 20. AS 220.X2 balance – skúška excentricity
Kód výrobku: 220 220 220: WL-104-0169
Excentricita je parameter s konštantnou hodnotou, preto nie je potrebné ju testovať príliš často. V praxi má test excentricity zmysel len pri vážení vzoriek s veľkou hmotnosťou (nad ½ Max). Pri malých hmotnostiach tento parameter nie je dôležitý, prevláda vplyv opakovateľnosti. Mal by sa teda tento parameter kontrolovať?
Excentricita by sa mala určite skontrolovať po inštalácii váh. Výsledok skúšky umožní posúdiť, či preprava váh spôsobila nejaké zmeny v charakteristikách váh alebo nie. V priebehu prevádzky je hodnota tohto parametra konštantná, preto by sa kontrola mala vykonávať pravidelne (s dlhším intervalom, napríklad každých niekoľko mesiacov).
Linearita
Parameter linearity určuje rozdiel medzi výsledkom váženia a referenčnou hodnotou, t. j. hmotnosťou hmotnostného štandardu. Pokiaľ ide o linearitu, hodnotí sa celý rozsah váženia, niekedy sa však môže obmedziť len na jeho časť. Dokonalé váhy sú také váhy, ktoré umožňujú 'presné váženie', čo znamená váženie zaručujúce zhodu indikácie a hodnoty hmotnosti uvedenej na kalibračnom certifikáte. Presné váženie predstavuje zelená čiara, prerušovaná čiara znamená nelinearitu (obrázok 21).
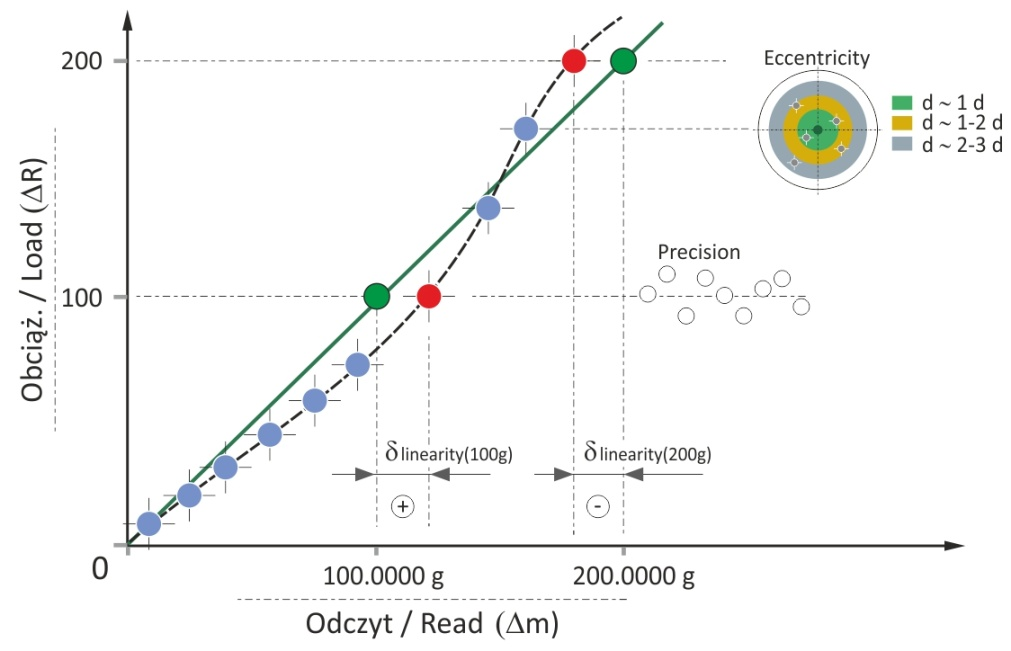
Obrázok 21. Linearita rovnováhy – modelová rovnováha
Nelinearita váh môže byť dôsledkom chýb etalónov hmotnosti použitých pri továrenskom nastavení, nedokonalých metód merania, metrologických možností váh a chýb obsluhy. V skutočnosti sa v odchýlke linearity kumulujú ďalšie chyby, napríklad chyby vyplývajúce z presnosti merania alebo excentricity. Možno povedať, že ďalšie zložky, ktoré prispievajú k rozpočtu odchýlky linearity, závisia od rozsahu váženia. Pri hmotnosti vzorky v rozsahu od 0 do ½ Max capacity môže byť odchýlka linearity významne ovplyvnená:
- presnosť merania, t. j. opakovateľnosť (vplyv okolitých podmienok, zručnosti atď.),
- štandardná chyba hmotnosti, príliš veľká neistota stanovenia štandardnej hmotnosti, štandardná nečistota hmotnosti atď.
V prípade hmotnosti vzorky obsiahnutej v rozsahu ½Max ÷ Max môže byť nameraná odchýlka linearity výrazne ovplyvnená:
- presnosť merania, t. j. opakovateľnosť (vplyv okolitých podmienok, zručnosti atď.),
- chyba excentricity,
- štandardná chyba hmotnosti, príliš veľká neistota určenia štandardnej hmotnosti, štandardná špinavosť hmotnosti atď.
Snaha o zníženie týchto chýb je nekonečný príbeh, robí sa pomocou príslušnej metodiky atď. špeciálnych držiakov určených pre vážiace nádoby (prečítajte si časť 3), monitorovania stavu okolia, školenia personálu, iné. Pri výbere váh pre konkrétnu aplikáciu by sa mali zohľadniť možné chyby, vďaka tomu sa zachová bezpečnosť procesov v laboratóriu.
Pri analýze odchýlky linearity váh sa musí zohľadniť aj skutočnosť, že váženie skutočných predmetov, ako sú prášky, žiarovky, nádoby, extrakčné náprstky, môže byť zaťažené väčšou chybou. Táto chyba môže byť spôsobená nestabilitou vzorky (absorpcia/desorpcia), výskytom príliš veľkého počtu statických nábojov, tepelnou nestabilitou vzorky. Metodika váženia musí zohľadňovať takéto procesy a uvádzať prostriedky na elimináciu rizika.
V praxi hodnotenie linearity zahŕňa výkon nastavenia (obrázok 5). Zvyčajne sa na tento účel používa vnútorný mechanizmus nastavenia. Takýto proces eliminuje chybu citlivosti váh, ktorá môže byť dôsledkom prebiehajúcej tepelnej stabilizácie váh, prenosu váh z výroby do prevádzky, iných podmienok prostredia. Nastavenie sa môže vykonať aj pomocou externých etalónov hmotnosti, avšak v takom prípade je potrebné mať na pamäti, že skutočná hmotnosť etalónu hmotnosti je jeho nominálna hmotnosť po zohľadnení odchýlky (pozri kalibračný certifikát). Na obrázku 22 je uvedený príklad správy o nastavení váh.
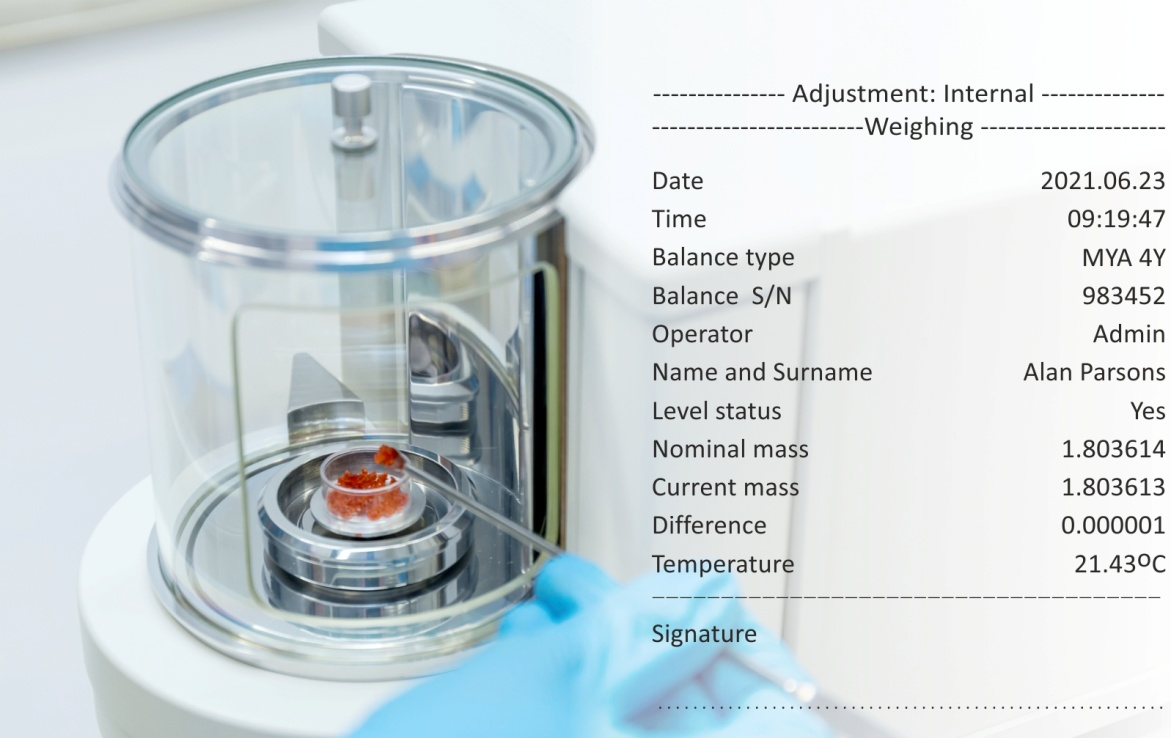
Obrázok 22. MYA 21.4Y PLUS – váženie prášku, správa o úprave
WL-101-0414
|
SOP |
Linearita |
|
Definícia |
OIML R76, ISO 5725-1 (presnosť) |
|
Vybavenie |
|
|
Metóda |
Manuál (OIML R 76)
Manuálne – s použitím doplnkových váh
|
|
Limity |
Zákonná metrológia, OIML – R 76: prípustný rozdiel medzi údajmi o vyvážení pre kontrolné miesto nesmie byť väčší ako hodnota chyby pre konkrétne zaťaženie (PRÍLOHA 1). Metóda doplnkovej hmotnosti – prípustný rozdiel medzi údajmi o vyvážení pre kontrolné miesto nesmie byť väčší ako hodnota chyby pre konkrétne zaťaženie (PRÍLOHA 1) ani ako hodnota uvedená výrobcom (technický list výrobku). |
|
Výklad |
Použitie hmotnostných etalónov v celom rozsahu váženia môže byť problematické vzhľadom na neistotu stanovenia hmotnosti hmotnostného etalónu. Použitie metódy doplnkovej hmotnosti je založené na predpoklade, že bez ohľadu na použité doplnkové zaťaženie musí meranie hmotnosti toho istého hmotnostného etalónu poskytnúť rovnaký výsledok váženia, pričom závislosť zaťaženie/indikácia je v ideálnom prípade lineárna (obrázok 21, zelená čiara). |

.png)
.jpg)











