Bezpieczeństwo pomiarów masy w farmacji. Podstawowe testy metrologiczne (cz. II)


Prawidłowo i regularnie przeprowadzane testy metrologiczne znacząco zwiększają bezpieczeństwo pomiarów masy, co jest w branży farmaceutycznej sprawą najwyższej wagi. Z tego powodu drugą część naszego artykułu poświęcimy metodyce testów metrologicznych. Jednak zanim to zrobimy, opiszemy, w jaki sposób należy się do takich testów przygotować.
Przygotowanie do testów
Przed rozpoczęciem testów wymagana jest znajomość zagadnień dotyczących wagi, wzorców masy i metodyki postępowania. Pozwoli to zaprojektować taki cykl badawczy, który będzie w sposób jednoznaczny dawał odpowiedź co do precyzji i dokładności pomiarów.
Waga
Każda waga posiada własne ustawienia, które w pewnym stopniu decydują o tym, jak szybko i jak dokładnie pomiar może być wykonany. Fabryczne ustawienia zapewniają poprawną pracę wagi w typowych warunkach laboratoryjnych, tj. temperatura ok. 20oC, wilgotność względna powietrza ok. 40%. Należy tu zauważyć, że fabryczna optymalizacja pracy wagi jest wykonywana na podstawie obserwacji procesu ważenia wzorców masy. Podczas ważenia w laboratorium wykorzystywane są zupełnie inne element, takie jak kolby, zlewki, naczynia wagowe itp. Z tego względu czasami wymagana jest niewielka korekta ustawień wagi, która uwzględnia specyfikę rzeczywistego procesu. W wagach produkcji Radwag taką optymalizację można zrealizować podczas rutynowych sprawdzeń, w procesie walidacji. W zasadzie istnieją dwie główne drogi optymalizacji:
- optymalizacja dla szybkości,
- optymalizacja dla precyzji pomiarów.

Rysunek 9. XA 21.4Y.A PLUS. Aplikacja stentów
Metoda filtrowania sygnału pomiarowego:
- bardzo szybko/ szybko,
- średnio,
- wolno/ bardzo wolno.
Kryterium stabilności:
- szybko,
- szybko i dokładnie,
- dokładnie.
Optymalizacja dla szybkości pomiaru masy z założenia może generować trochę gorszą dokładność i precyzję pomiaru. Wynika to z tego, że stabilny wynik ważenia jest definiowany poprzez:
- krótki czas obserwacji,
- dużą zmienność wyniku ważenia, która może być uznana za wynik stabilny.
Podczas optymalizacji procesu ważenia dla uzyskania doskonałej precyzji zazwyczaj wykorzystuje się:
- długi czas obserwacji sygnału pomiarowego przy
- bardzo małej zmienności wyniku ważenia.
Należy stwierdzić, że dla wag z działką elementarną d = 1 mg, tak jak PS 1000.X2 (rys. 10.), praktycznie nie występują istotne różnice w czasach pomiaru czy precyzji ważenia przed optymalizacją i po nich. Istotne różnice są natomiast widoczne w przypadku wag z działką elementarną mniejszą niż 0.1 mg, np. mikrowagi serii MYA 4Y.
.png)
Rysunek 10. PS 1000.X2. Pomiar masy z dokładnością 1 mg
Kod produktu: WL-218-0026
Poszukiwanie idealnego rozwiązania dla szybkości i precyzji ważenia powinno uwzględnić rzeczywiste wymagania dla procesu, jaki jest realizowany w laboratorium. Jest to oczywiste przy wyborze wagi dla procesu i pozwala oszczędzać materiał badawczy, który może być kosztowny. Teoretyczną zależność czasu i precyzji pomiarów masy dla typowej wagi laboratoryjnej o dużej rozdzielczości pokazano na rysunku 11.
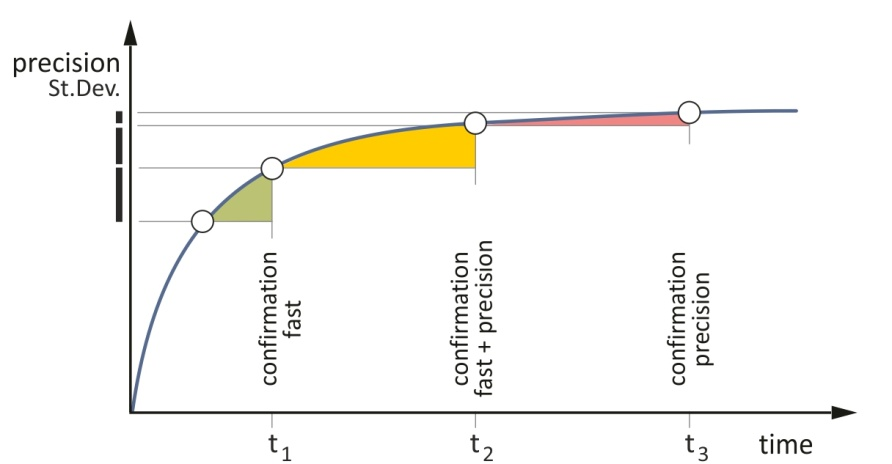
Rysunek 11. Optymalizacja parametrów wagi
Najkrótszy czas pomiaru dla większości wag, zwłaszcza tych z działką elementarną w zakresie 0.01 mg ÷ 0.0001 mg, będzie powodował gorszą precyzję pomiaru. Z tego względu taki tryb pracy praktycznie nie jest wykorzystywany. Realny czas pomiaru większości wag laboratoryjnych zawiera się w zakresie 2 ÷ 15 sekund, zależnie od wartości działki elementarnej wagi. Brak normatywnej definicji dla pojęcia „czas pomiaru” skutkuje tym, że pojawiają się różne określenia, które raczej mają wzmocnić przekaz marketingowy związany z danym produktem niż dać obiektywną informację.
Wzorce masy
Odmierzanie substancji wymaga wcześniejszego zweryfikowania tego, czy wskazania wagi są dokładne. W tym celu wykonuje się adiustację wagi (patrz rozdz. 4) lub porównuje wskazania wagi z masą wzorca, jaki stanowi obciążenie wagi. W każdym przypadku uzyskuje się informację
o tym, jak dokładnie masa substancji może być odmierzona.
Podczas okresowej kontroli wag nikt się nie zastawia, czy posługuje się odważnikiem, czy też wzorcem masy. Takie podejście prezentuje najprostszy mechanizm wykorzystania metod
i przyrządów celem ustalenia stanu technicznego urządzenia (wagi). Pomiędzy odważnikami a wzorcami masy istnieje kilka istotnych różnic:
- masa nominalna odważników jest ustalona normatywnie, a masa wzorców masy może być dowolna,
- kształt odważników jest dokładnie zdefiniowany (OIML R111-1), a kształt wzorca masy może być dowolny. Jest on dobierany do przewidywanego zastosowania, tak jak w przypadku wag elektronicznych, gdzie wewnętrzna masa adiustacyjna ma kształt dopasowany do konstrukcji wagi,
- wzorcem masy może być każdy przedmiot wykonany z materiału, który gwarantuje stałość masy w czasie oraz posiadający cechy identyfikacyjne i świadectwo wzorcowania z wyznaczoną masą, określoną niepewnością wzorcowania i informacją o zachowaniu spójności pomiarowej.
Z powyższego zapisu wynika, że każdy odważnik może być wzorcem masy (konieczne wzorcowania), ale nie każdy wzorzec masy może być odważnikiem, np. nieprawidłowe wymiary geometryczne.

Rysunek 12. Odważnik a wzorzec masy – proces wzorcowania
Obecnie procedura wzorcowania wzorców masy w Laboratorium Pomiarowym firmy Radwag jest realizowana w sposób automatyczny z wykorzystaniem automatycznych komparatorów masy i dedykowanego oprogramowania RMC. Obydwa komponenty są autorskimi rozwiązaniami firmy Radwag, dzięki którym osiąga się bardzo wysoką dokładność i precyzję w tych procesach.

Rysunek 13. Komplet wzorców masy
Kod produktu: OK-501-0026
Metodyka testów
Na początku należy stwierdzić, że każdą wagę można sprawdzać na wiele różnych sposobów, ale takie podejście jest z zasady błędne (zbyt duża ilość informacji do przetworzenia, pracochłonność, koszty). Liczbę testów należy ograniczyć do minimum, aby uzyskać tylko te informacje, które są niezbędne do określenia statusu wagi (sprawna/ niesprawna). Z drugiej strony wynik pomiaru bez komentarza jest bezużyteczny, tak więc planując badania należy zdefiniować:
- własne oczekiwania co do zgodności z limitami krytycznymi (normatywne, branżowe odniesienia dla badanego parametru, np. dokładność analizy wg USP 41),
- metodę badania, która będzie adekwatna do zakresu, w jakim waga jest wykorzystywana,co oznacza wynik badania dla procesów realizowanych w laboratorium,
- jakie czynniki potencjalnie mogą wpływać na wynik prowadzonego testu.
Nie zaleca się nadmiernie rozbudowywać procedur kontrolnych ani prowadzić skomplikowanych testów z dużą częstotliwością. Należy zauważyć, że niektóre procedury kontrolne można zrealizować automatycznie z wykorzystaniem wewnętrznych funkcji wagi, takich jak na przykład raport z adiustacji wagi lub Autotest GLP. Pierwszy pokaże dokładność ważenia, a drugi precyzję ważenia. W obydwu przypadkach wykorzystywana jest wewnętrzna masa adiustacyjna wagi. Dokładniejszy opis tych procedur zawarto w dalszej części opracowania.
.png)
Rysunek 14. XA 82/220.4Y PLUS. Ważenie proszków. GLP Report
Kod produktu: WL-107-1029
Należy pamiętać o tym, że z punktu widzenia Systemów Zarządzania Jakością procedury kontrolne mają być narzędziem dla procesów doskonalenia analizy ryzyka, które powinno się prowadzić w każdej organizacji (PDCA).
Dokładność i precyzja pomiarów
Pojęcie dokładności wskazań jest dość szerokie i łączy w sobie wszystkie czynniki, które mają wpływ na wynik ważenia. Do tych czynników należy błąd pochodzący od liniowości, powtarzalności, centryczności i zmian czułości. Suma tych elementów może powodować to, że wskazanie wagi nie jest dokładne.
Dokładność pomiaru to zbieżność pomiędzy wartością zmierzoną, a wartością wielkości prawdziwą menzurandu, czyli taką, która ma być zmierzona (źródło: ISO/IEC Guide 99 Międzynarodowy Słownik Metrologii. Pojęcia podstawowe i terminy związane z VIM). Pojęcie „dokładność pomiaru” nie oznacza wielkości (nie jest wyrażana liczbowo). Pomiar jest bardziej dokładny, gdy powiązany z tym pomiarem błąd jest mniejszy (rys. 15).

Rysunek 15. Dokładność pomiaru
Błąd związany z pomiarem numer 2 (wartość 11) jest większy niż błąd pomiaru numer 1 (wartość 5), tak więc dokładniejszy jest pomiar numer 1. Ocena dokładności pomiaru masy wymaga zastosowania wzorca o znanej masie. Przykład:
- masa wzorca: 50.000165 g (świadectwo wzorcowania),
- wskazanie wagi: 50.0004,
- błąd dokładności wskazań wagi: 50.000165 – 50.0004 = -0.000235 g = -0.0002 g,
- ważenie próbki o masie zbliżonej do 50 g odbywa się z błędem ok. -0.2 mg.
Precyzja pomiaru to zbieżność zachodząca pomiędzy wskazaniami lub wartościami wielkości zmierzonymi otrzymanymi przy powtarzaniu pomiarów na tym samym obiekcie w określonych (tych samych) warunkach. Precyzję pomiaru wyraża się w kategoriach nieprecyzyjności, takich jak odchylenie standardowe, wariancja, współczynnik wariancji. Mniejsza precyzja, to większa wartość odchylenia standardowego.
Powtarzalność wskazań – precyzja pomiarów
|
SOP |
POWTARZALNOŚĆ |
|
Definicja |
OIML R76 USP 41, USP 1251, farmakopea europejska punkt 1.7.2 |
|
Wyposażenie |
Wzorce masy o nominałach 0.2 g, 10 g, 50 g, 100 g, 200 g |
|
Metoda |
Manualna: Postaw 10-krotnie wzorzec masy o odpowiednim nominale i zapisz wyniki ważenia wzorca. Wskazania wagi dla szalki nieobciążonej mogą być zerowe przed i między pomiarami. Adiustacja wagi nie jest wymagana przed rozpoczęciem testu. Automatyczna – autotest GLP: W menu wagi „Inne” uruchom funkcję Autotest GLP. Masa adiustacyjna zostanie 10-krotnie zważona, a po zakończeniu procedury wyświetlacz wagi pokaże wartość odchylenia standardowego z serii pomiarów. |
|
Limity |
Metrologia prawna, OIML R 76: dopuszczalna różnica między wskazaniem maksymalnym i minimalnym nie może być większa od 5 d ÷ 15 d, zależnie od testowanego obciążenia (patrz załącznik 1). |
|
Interpretacja |
Pomiar nigdy nie jest dokładny, ale możemy określić z pewnym prawdopodobieństwem, gdzie znajduje się mierzona wartość (reguła 3 sigm). Wykorzystując wartość średnią serii pomiarów i odchylenie standardowe (S), można stwierdzić, że:
|
Precyzja w stałych warunkach jest cechą stałą wagi, więc wyznaczenie tych zależności pozwala na określenie tego, na ile pomiar masy nie przekracza wyznaczonych limitów dla stosowanego prawdopodobieństwa.
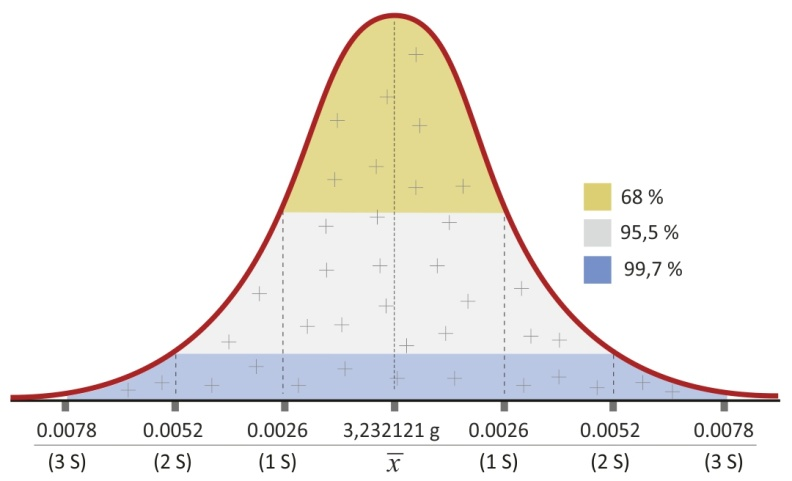
Rysunek 16. Interpretacja odchylenia standardowego – reguła 3 sigm.
Precyzja pomiarów wag i mikrowag
Wynik badania precyzji pomiarów jest zależny od trzech czynników, takich jak stabilność termiczna wagi i środowiska, umiejętność poprawnego ważenia (operator) oraz metoda badania, jaka została zastosowana. Uwzględnienie tych czynników jest pierwszym krokiem dla realizacji obiektywnych testów. Poniżej pokazano badania precyzji dla dwóch wag o różnych działkach elementarnych. Wyniki odniesiono do wymagań prawnych (OIML R 76) i limitów, jakie obowiązują w kontroli jakości firmy Radwag.

Rysunek 17. AS 82/220.R2 PLUS
Kod produktu: WL-104-1051
Komentarz
Precyzja pomiarów dla wagi AS 82/220.R2 PLUS spełnia wymagania OIML R 76 i wymagania systemu zarządzania jakością Wydziału Kontroli Jakości firmy Radwag.
Najmniejsza wartość działki legalizacyjnej (e) według OIML R 76 wynosi 1 mg. Wartość działki elementarnej (d) mikrowagi wynosi 1 mg. W początkowym zakresie ważenia maksymalny dopuszczalny błąd dokładności (MPE) wynosi 0.5 wartości działki legalizacyjnej, czyli 0.5 mg. Zgodnie z tymi wytycznymi błąd pomiaru masy może zatem wynieść aż 0.000500 g. Z tego powodu badanie parametrów metrologicznych mikrowag wg wytycznych prawnych (OIML) nie jest zalecane.

Rysunek 18. Mikrowaga MYA 5.4Y PLUS
Kod produktu: WL-101-0203
Centryczność
|
SOP |
CENTRYCZNOŚĆ |
|
Definicja |
OIML R76 |
|
Wyposażenie |
Wzorce masy o nominałach zbliżonych do wartości ⅓ lub ½ Max obciążenia badanej wagi |
|
Metoda |
Manualna (OIML R 76):
Manualna – różnicowa:
|
|
Limity |
Metrologia prawna, OIML R 76: dopuszczalna różnica między wskazaniem wagi w punkcie kontrolnym nie powinna być większa niż wartość błędu dla danego obciążenia (załącznik 1). Obszar dobrowolny – maksymalna różnica dla punktów kontrolnych 2 ÷ 5, liczona względem wskazania w środku szalki nie powinna być większa od wartości podanej przez producenta (karta katalogowa). |
|
Interpretacja |
Dobra Praktyka Laboratoryjna zaleca umieszczać ważone obiekty zawsze |
Dla większości wag laboratoryjnych produkcji Radwag błąd centryczności wynosi około 3 działki elementarne wagi. Podczas oceny stosuje się wzorzec o masie ½ Max obciążenia wagi.
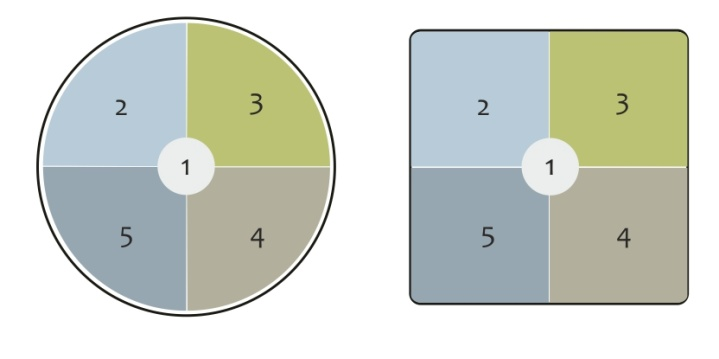
Rysunek 19. Miejsca kontrolne dla badania centryczności
Różnicowy błąd centryczności
Różnicowy błąd centryczności jest odchyleniem, jakie zachodzi pomiędzy wynikiem ważenia wzorca kolejno w punktach 2 ÷ 5 a wynikiem, jaki uzyskuje się po zważeniu tego samego wzorca w pozycji środkowej 1 (rys. 19). Formuła:
Ecc = I(1) – I(i)
gdzie: Ecc – różnicowy błąd centryczności
I (i) – wskazanie dla kolejnego punktu (2, 3, 4, 5)
I (1) – wskazanie dla położenia centralnego
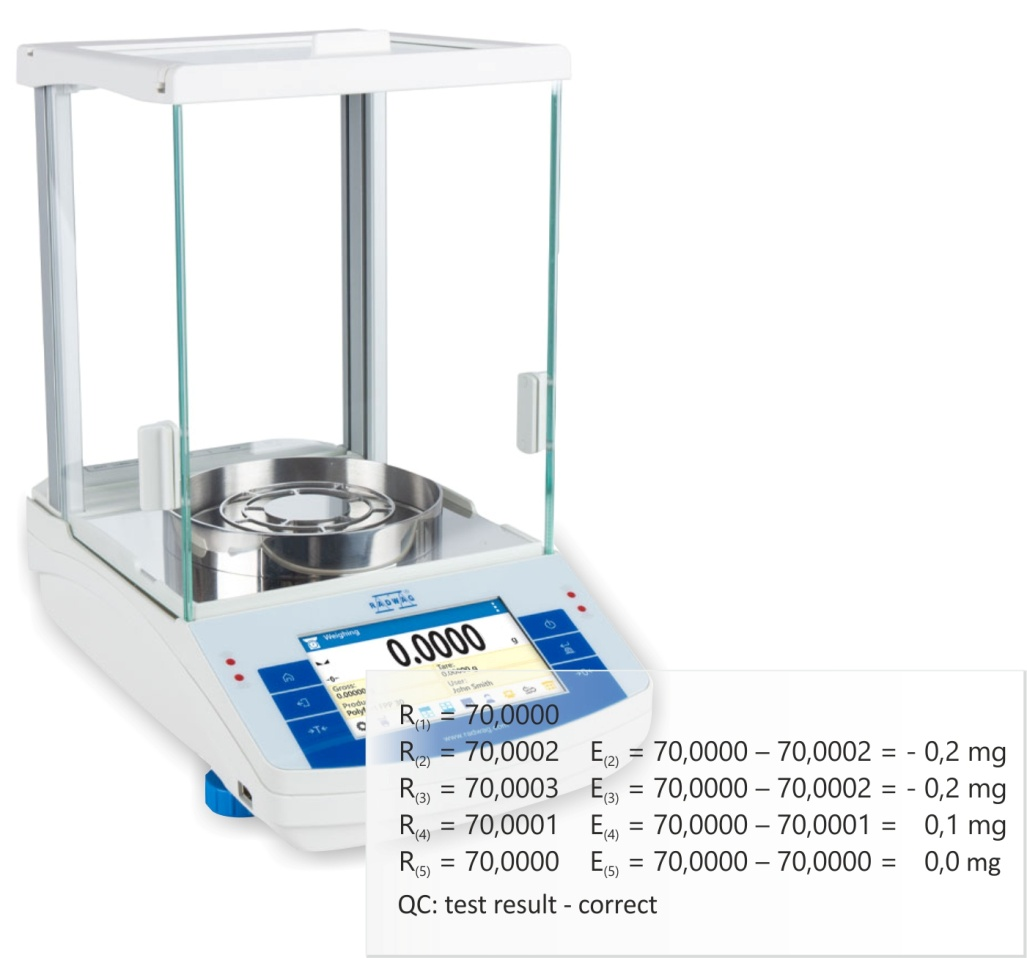
Rysunek 20. Waga AS 220.X2 – badanie centryczności
Kod produktu: WL-104-0169
Centryczność ma wartość stałą, więc nie ma potrzeby zbyt częstego jej testowania. Praktycznie badanie centryczności wagi jest zasadne tylko w przypadku, gdy waży się próbki o dużych masach (powyżej ½ Max). Dla małych mas ten parametr jest nieistotny – wpływ powtarzalności jest dominujący. Czy zatem ten parametr należy kontrolować?
Z pewnością ten parametr należy sprawdzić po zainstalowaniu wagi. Wynik sprawdzenia da odpowiedź, czy transport wagi nie spowodował zmian jej charakterystyki. W czasie użytkowania ten parametr ma wartość stałą, więc kontrola powinna być okresowa (z dużym interwałem, np. co kilka miesięcy).
Liniowość
Ten parametr określa, jaka jest różnica pomiędzy wynikiem ważenia a wartością odniesienia, jaką reprezentuje wzorzec masy. Ocena dotyczy całego zakresu pomiarowego, ale czasami może być ograniczona tylko do jego części. Idealna waga to taka która umożliwia „dokładne ważenie”, czyli takie, w którym wynik ważenia wzorca dokładnie zgadza się z jego wartością podaną w świadectwie wzorcowania. Przykład dokładnego ważenia reprezentuje linia w kolorze zielonym, nieliniowość to linia przerywana (rys. 21).
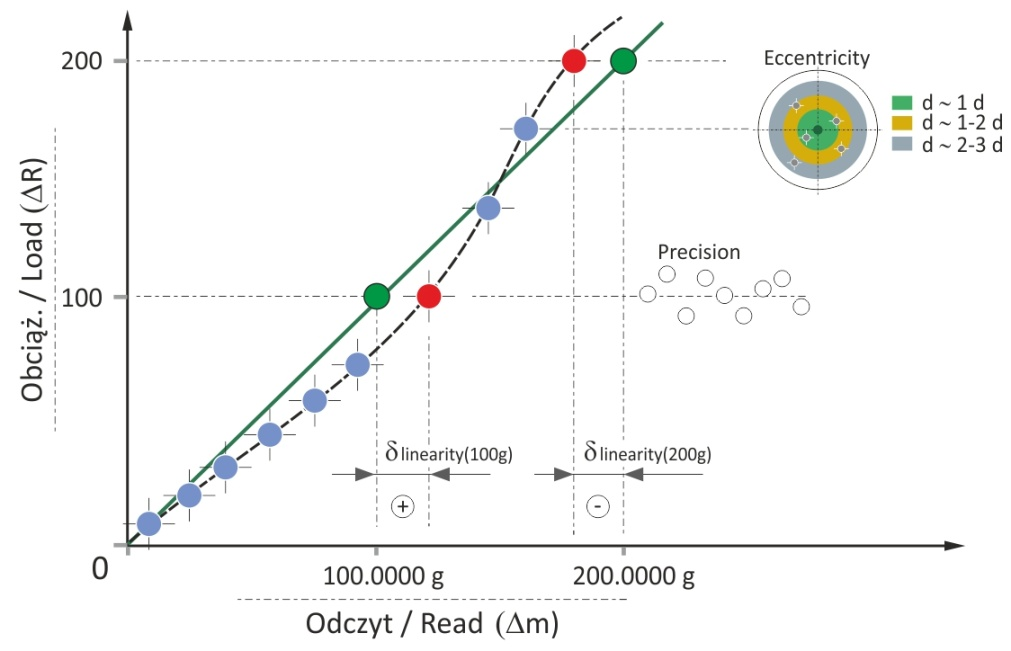
Rysunek 21. Liniowość wagi – waga idealna
Istnienie nieliniowości wagi może być efektem błędów wzorców masy zastosowanych podczas adiustacji fabrycznej, niedoskonałości metod pomiarowych, możliwości metrologicznych wagi i błędów operatora. W rzeczywistości odchyłka liniowości zawiera w sobie także inne błędy pochodzące od precyzji pomiaru czy też centryczności. Można stwierdzić, że o tym, jakie dodatkowe składniki wchodzą w budżet odchyłki liniowości, decyduje zakres ważenia. Gdy masa próbki zawiera się w przedziale do ½ maksymalnego obciążenia, to istotny wpływ na mierzoną odchyłkę liniowości może mieć:
- precyzja pomiaru, czyli powtarzalność (wpływ otoczenia, umiejętności itd.),
- błąd wzorca, zbyt duża niepewność wyznaczenia masy wzorca, czystość wzorca itd.
Gdy masa próbki zawiera się w przedziale ½ Max ÷ Max, to istotny wpływ na odchyłkę liniowości może mieć:
- precyzja pomiaru, czyli powtarzalność (wpływ otoczenia, umiejętności itd.),
- błąd centryczności,
- błąd wzorca, zbyt duża niepewność wyznaczenia masy wzorca, czystość wzorca itd.
Zawsze dąży się do ograniczenia tych błędów poprzez odpowiednią metodykę, specjalne uchwyty dla naczyń wagowych (patrz punkt 3), monitoring środowiska pracy, szkolenia personelu itd. Z drugiej strony przy doborze wagi dla konkretnego zastosowania należy uwzględnić jej potencjalne błędy, co pozwoli zachować bezpieczeństwo procesów w laboratorium.
Analiza odchyleń liniowości wagi powinna ponadto uwzględniać to, że ważenie rzeczywistych obiektów, takich jak proszki, kolby, naczynia, gilzy, może być obarczone większym błędem. Źródła tego błędu to niestabilność próbki (absorpcja/ desorpcja), występowanie nadmiernych ładunków statycznych, niestabilność termiczna próbki. Metodyka ważenia powinna zatem uwzględniać możliwość występowania takich zjawisk i wskazywać środki ograniczające ryzyko w tym procesie.
Praktyczna ocena liniowości wymaga przeprowadzenia adiustacji (rys. 5.); jest to zazwyczaj mechanizm adiustacji wewnętrznej. Taki proces eliminuje błąd czułości wagi, który może być efektem ciągle trwającej stabilizacji termicznej wagi; przemieszczenie wagi z miejsca produkcji do miejsca użytkowania; występowania innych czynników środowiskowych. Adiustację można także wykonać poprzez wykorzystanie wzorców zewnętrznych, ale wówczas należy pamiętać o tym, że masa rzeczywista wzorca to masa nominalna wzorca po uwzględnieniu odchyłki (patrz świadectwo wzorcowania). Na rysunku 22 pokazano przykład raportu z adiustacji wagi.
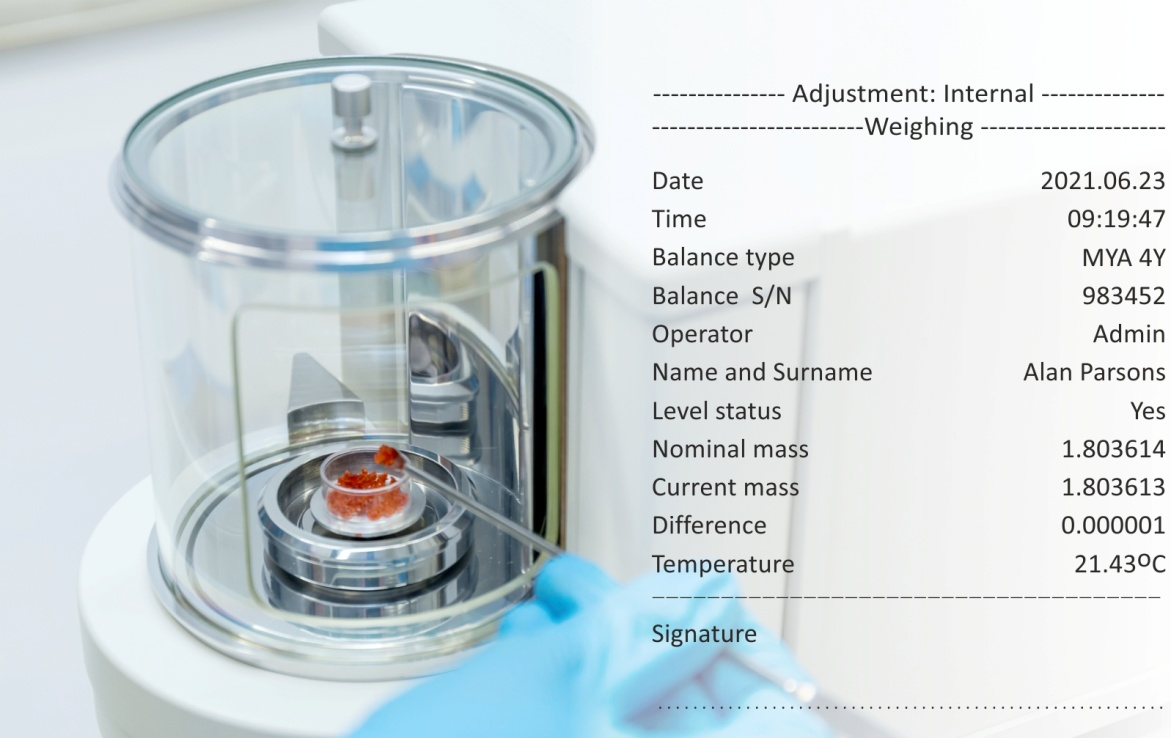
Rysunek 22. MYA 21.4Y PLUS – ważenie proszków, raport z adiustacji
Kod produktu: WL-101-0414
|
SOP |
Liniowość |
|
Definicja |
OIML R76, ISO 5725-1 (dokładność) |
|
Wyposażenie |
|
|
Metoda |
Manualna (OIML R 76)
Manualna – z wykorzystaniem odważników balastowych
|
|
Limity |
Metrologia prawna, OIML R 76: dopuszczalna różnica między wskazaniem wagi w punkcie kontrolnym nie powinna być większa niż wartość błędu dla danego obciążenia (załącznik 1). Metoda odważników balastowych: dopuszczalna różnica między wskazaniem wagi w punkcie kontrolnym nie powinna być większa niż wartość błędu dla danego obciążenia (załącznik 1) lub nie powinna być większa od wartości podanej przez producenta (karta katalogowa). |
|
Interpretacja |
Wykorzystanie wzorców masy w całym zakresie pomiarowym może być problematyczne ze względu na niepewność wyznaczenia masy wzorców. Zastosowanie metody odważników balastowych bazuje na założeniu, że niezależnie od zastosowanego obciążenia balastowego pomiar masy tego samego wzorca powinien dawać takie same wyniki – zależność obciążenie/ wskazanie wagi jest idealnie liniowa (rys 21. linia w kolorze zielonym). |
Liniowość – metrologia prawna
Zgodnie z wymaganiami OIML R 111-1 i OIML R 76 błąd odważnika użytego podczas testów metrologicznych nie może być większy niż ⅓ błędów granicznych dopuszczalnych dla danego obciążenia (załącznik 1). Z tego powodu badanie wag o bardzo małych działkach elementarnych, tak jak np. seria XA 4Y lub MYA 4Y, gdzie d < 0.01 mg, może nie dawać obiektywnej informacji związanej z dokładnością/ liniowością wagi. Dla wag klasy dokładności II i III taki problem nie występuje, ponieważ w badaniu zazwyczaj wykorzystuje się odważniki klasy dokładności F2.

Rysunek 23. PS 1000.X2 z kompletem wzorców masy – badanie dokładności wskazań wagi
Waga spełnia wymagania metrologii prawnej i wymagania Systemu Zarządzania Jakością, jaki obowiązuje w firmie Radwag.
Liniowość – metoda odważników balastowych
Zastosowanie tej metody wymaga przygotowania jednego wzorca i odpowiedniej ilości odważników balastowych.
.png)
Rysunek 24. Kontrola metrologiczna wag serii AS 220.R2 PLUS
Kod produktu: WL-104-0177
Podczas projektowania testów sprawdzających należy zachować zdrowy rozsądek zarówno co do liczby testów, jak ich skomplikowania. Trzeba sprawdzać te obszary wagi, które są istotne dla jakości I zakresu prac prowadzonych w laboratorium. Należy zwrócić także uwagę na to, że wzorcem może być każdy element cechujący się stałością masy w czasie.













