Seguridad de la medición de masas en la industria farmacéutica. Pruebas metrológicas básicas (pt. 2)
.jpg)
Las pruebas metrológicas realizadas de manera correcta y regular aumentan significativamente la seguridad de las mediciones de masa, lo cual es muy importante en la industria farmacéutica. Por este motivo, la segunda parte de nuestro artículo está dedicada a la metodología de las pruebas metrológicas. Sin embargo, antes de hacer eso, describiremos cómo prepararse para tales pruebas.
Preparación para las pruebas
Antes de comenzar las pruebas, se requiere conocimiento de la balanza, patrones de masa y metodología. Esto permitirá diseñar un ciclo de investigación de este tipo que dará una respuesta inequívoca a la precisión y exactitud de las mediciones.
La balanza
Cada balanza tiene sus propios ajustes que, hasta cierto punto, determinan la rapidez y precisión con la que se puede realizar la medición. Los ajustes de fábrica garantizan el correcto funcionamiento de la balanza en las condiciones típicas de laboratorio, es decir, temperatura aprox.20oC, humedad relativa del aire aprox.40%. Cabe señalar aquí que la optimización de fábrica de la operación de la balanza se realiza observando el proceso de pesaje de patrones de masa. Durante el pesaje en el laboratorio, se utilizan elementos completamente diferentes, como matraces, vasos de precipitados, recipientes de pesaje, etc. Por lo tanto, a veces se requiere un ligero ajuste de la configuración de la balanza, teniendo en cuenta la especificidad del proceso real. En las balanzas Radwag, dicha optimización se puede realizar durante las comprobaciones de rutina y en el proceso de validación. Básicamente, hay dos formas principales de optimizar:
- optimización de la velocidad,
- optimización para mediciones de precisión.

Figura 9. XA 21.4Y.A PLUS: aplicación de stents
Método de filtrado de la señal de medición:
- muy rápido / rápido
- medio
- lento / muy lento
Criterio de estabilidad:
- rápido
- rápido y preciso
- preciso
La optimización de la velocidad de medición de la masa, por definición, puede generar un poco peor exactitud y precisión de la medición. Esto se debe a que un resultado de pesaje estable se define por:
- tiempo de observación corto y
- alta variabilidad del resultado de pesaje, que puede considerarse un resultado estable
Al optimizar un proceso de pesaje para una precisión perfecta, generalmente se utilizan los siguientes:
- largo tiempo de observación de la señal de medición en
- muy baja variabilidad del resultado de pesaje.
Cabe señalar que para balanzas con una unidad de lectura d = 1 mg, como PS 1000.X2 (Fig. 10), prácticamente no existen diferencias significativas en los tiempos de medición o precisión de pesaje antes y después de la optimización. Por otro lado, son visibles diferencias significativas en el caso de balanzas con una unidad de lectura inferior a 0,1 mg, por ejemplo, microbalanzas de la serie MYA 4Y.
.png)
Figura 10. PS 1000.X2: medición de masa con una precisión de 1 mg
Código de producto: WL-218-0026
La búsqueda de una solución ideal para la velocidad y precisión del pesaje debe tener en cuenta los requisitos reales del proceso que se lleva a cabo en el laboratorio. Esto es evidente no solo al seleccionar una balanza para el proceso, sino que también ahorra material de investigación, que puede resultar caro. La dependencia teórica del tiempo y la precisión de las mediciones de masa para una balanza de laboratorio típica con alta resolución se muestra en la Figura 11.
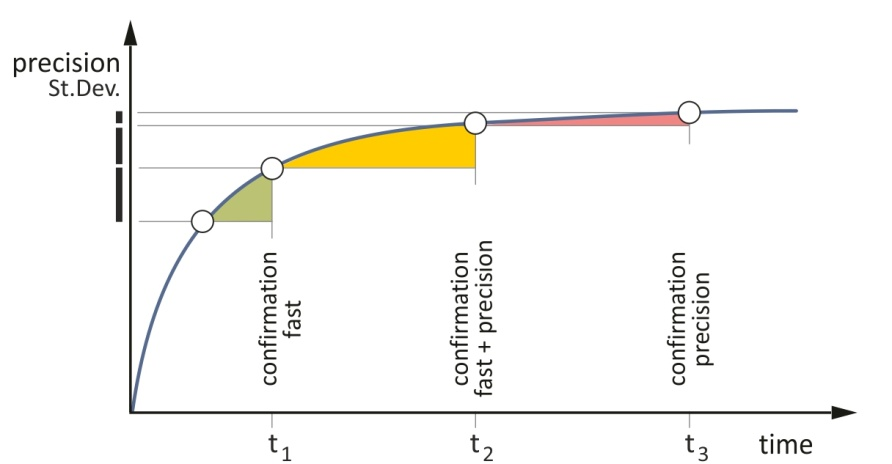
Figura 11. Optimización de los parámetros de la balanza
El tiempo de medición más corto para la mayoría de las balanzas, especialmente aquellas con unidad de lectura en el rango de 0.01 mg ÷ 0.0001 mg resultará en una peor precisión de la medición. Por esta razón, este modo de funcionamiento prácticamente no se utiliza. El tiempo real de medición en la mayoría de las balanzas de laboratorio está dentro del rango de 2 ÷ 15 segundos, dependiendo del valor de la división de la balanza. La falta de una definición normativa para el término "tiempo de medición" da como resultado la aparición de varios términos que están destinados a fortalecer el mensaje de marketing relacionado con un producto dado, en lugar de proporcionar información objetiva.
Patrones de masa
La medición de la sustancia requiere una verificación previa de si las indicaciones de la balanza son precisas. Para ello, se realiza la calibración de la balanza (ver capítulo 4) o las indicaciones de la balanza se comparan con la masa de patrón que es la carga sobre la balanza. En cada caso, se obtiene información sobre la precisión con la que se puede medir la masa de la sustancia.
Durante el control periódico de las balanzas, nadie se pregunta si están utilizando un patrón de masa o pesos. Este enfoque presenta el mecanismo más simple de usar métodos y dispositivos para determinar la condición técnica de un dispositivo (balanza). Hay varias diferencias importantes entre pesos y patrones de masa:
- La masa nominal de los pesos se establece normativamente y los patrones de masa pueden ser cualquiera.
- la forma de los pesos está definida con precisión (OIML R111-1) y la forma del patrón de masa puede ser cualquiera. También se selecciona para la aplicación prevista en el caso de balanzas electrónicas donde la masa de calibración interna tiene una forma adaptada a la estructura de la balanza.
- un patrón de masa puede ser cualquier objeto hecho de un material que garantice la estabilidad de la masa en el tiempo, que tenga características de identificación, que tenga un certificado de calibración con una masa determinada, una incertidumbre de calibración especificada e información sobre el mantenimiento de la trazabilidad de la medición.
La notación anterior muestra que cada peso puede ser un patrón de masa (es necesaria la calibración), pero no todos los patrones de masa pueden ser un peso, por ejemplo, dimensiones geométricas incorrectas.

Figura 12. Pesos a patrón de masa – proceso de calibración
Actualmente, el procedimiento de calibración de los patrones de masa en el Laboratorio de Medición de Radwag se realiza de forma automática, utilizando comparadores de masa automáticos y software RMC dedicado. Ambos componentes son soluciones propietarias de la empresa Radwag, gracias a las cuales se consigue una altísima exactitud y precisión en estos procesos.

Figura 13. Conjunto de patrones de masa
Código de producto: OK-501-0026
Metodología de prueba
Al principio, debe indicarse que cada balanza se puede verificar de muchas formas diferentes, pero este enfoque es, en principio, incorrecto (demasiada información para procesar, requiere mucho tiempo, costos). El número de pruebas debe mantenerse al mínimo, de modo que solo se obtenga la información necesaria para determinar el estado de la balanza (funcional / no operativa). Por otro lado, el resultado de la medición sin comentarios es inútil, por lo que, al planificar la investigación, debe definir:
- propias expectativas en cuanto al cumplimiento de los límites críticos (normativas, referencias de la industria para el parámetro probado, por ejemplo, la precisión del análisis de acuerdo con la USP 41),
- un método de prueba que será adecuado en la medida en que se utilice la balanza,
- que significa el resultado de la prueba para los procesos llevados a cabo en el laboratorio,
- qué factores pueden afectar potencialmente el resultado de la prueba,
No se recomienda extender demasiado los procedimientos de control ni realizar pruebas complejas con alta frecuencia. Cabe señalar que algunos procedimientos de control se pueden realizar automáticamente utilizando funciones internas de la balanza, como el informe de ajuste de la balanza, Autotest GLP. El primero mostrará la exactitud del pesaje, el segundo mostrará la precisión del pesaje.
En ambos casos, se utiliza el contrapeso interno. Más adelante en el estudio se proporciona una descripción más detallada de estos procedimientos.
.png)
Figura 14. XA 82/220.4Y PLUS. Pesar polvos. Informe GLP
Código de producto: WL-107-1029
Cabe recordar que, desde el punto de vista de los Sistemas de Gestión de la Calidad, los procedimientos de control deben ser una herramienta de mejora de los procesos, análisis de riesgos que se debe realizar en toda organización (PDCA).
Exactitud y precisión de las mediciones
El concepto de exactitud de las indicaciones es bastante amplio y combina todos los factores que influyen en el resultado del pesaje. Estos factores incluyen error debido a linealidad, repetibilidad, excentricidad y cambios en la sensibilidad. La suma de estos elementos puede hacer que la indicación de la balanza sea inexacta.
La exactitud de una medición es la convergencia entre el valor medido y el valor real del valor medido, es decir, el valor que se va a medir (fuente: Diccionario internacional de metrología de la Guía 99 de ISO / IEC. Conceptos y términos básicos relacionados con VIM). El término "precisión de la medición" no significa una cantidad (no se expresa en números). La medición es más precisa cuando el error asociado es menor (Fig. 15).

Figura 15. Exactitud de la medición
El error relacionado con la medición número 2 (valor 11) es mayor que el error de medición número 1 (valor 5), por lo que la medición número 1 es más precisa. La evaluación de la precisión de la medición de masa requiere el uso de un patrón con una masa conocida. Ejemplo:
- masa de patrón 50.000165 g (certificado de calibración)
- indicación de balanza 50.000 4
- error de precisión de las indicaciones de la balanza 50.000165 - 50.0004 = - 0.000235 g = - 0.0002 g
- el pesaje de las muestras con una masa cercana a los 50 g con un error de aproximadamente - 0,2 mg.
La precisión de la medición es la convergencia entre las indicaciones o valores de la cantidad medida obtenida al repetir las mediciones en un mismo objeto bajo ciertas (las mismas) condiciones. La precisión de una medición se expresa en términos de imprecisión, como desviación estándar, varianza, coeficiente de varianza. Cuanto menor sea la precisión, mayor será el valor de la desviación estándar. La Tabla 2 muestra dos series de mediciones con el mismo valor medio pero una precisión de medición significativamente diferente.
Repetibilidad de las indicaciones – precisión de las mediciones
|
SOP |
REPETIBILIDAD |
|
Definición |
OIML R76 USP 41, USP 1251, sección 1.7.2 de la farmacopea europea |
|
Equipo |
Patrones de masa en valores nominales de 0.2 g, 10 g, 50 g, 100 g, 200 g |
|
Método |
Manual Ponga el patrón de masa con el valor nominal apropiado 10 veces y anote los resultados de pesaje del patrón. Las indicaciones de la balanza para un platillo descargado pueden ser cero antes y entre las mediciones. No se requiere calibración de peso antes de comenzar la prueba. Automático: autocomprobación de GLP En el menú de la balanza "Otro", inicie la función Autotest GLP. La masa de calibración se pesará 10 veces y, después de completar el procedimiento, la pantalla de la balanza mostrará el valor de la desviación estándar de la serie de medición. |
|
Limite |
Metrología legal, OIML - R 76: la diferencia permisible entre la indicación máxima y mínima no puede ser mayor de 5d ÷ 15d, dependiendo de la carga probada (ver anexo 1). |
|
Interpretación |
La medición nunca es precisa, pero podemos decir con cierta probabilidad dónde está el valor medido (regla de los 3 sigm). Utilizando el valor medio de la serie de medidas y la desviación estándar (S), se puede concluir que:
en el rango -3S ≤ x ̅ ≤ + 3S
en el rango -2S ≤ x ̅ ≤ + 2S
en el rango -1S ≤ x ̅ ≤ + 1S |
La precisión en condiciones constantes es una característica constante de la balanza, por lo que la determinación de estas relaciones permite determinar en qué medida la medición de masa no supera los límites de la probabilidad aplicada.
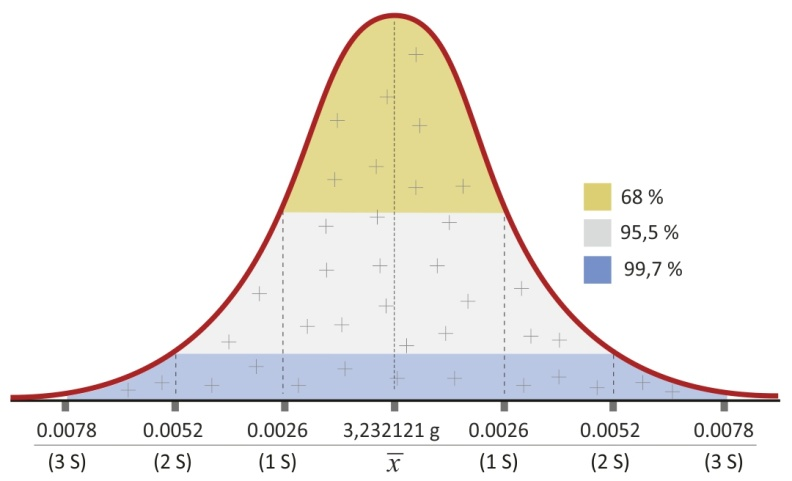
Figura 16. Interpretación de la desviación estándar: la regla de los 3 sigma.
Precisión de mediciones de las balanzas y microbalanzas
El resultado de la prueba de precisión de la medición depende de tres factores, como la estabilidad térmica de la balanza y el entorno, las habilidades correctas de pesaje (operador) y el método de prueba utilizado. Tener en cuenta estos factores es el primer paso en la implementación de pruebas objetivas. A continuación, se muestran las pruebas de precisión para dos balanzas con diferentes divisiones de unidades. Los resultados se compararon con los requisitos legales (OIML R 76) y los límites que se encuentran vigentes en el Control de Calidad de Radwag.

Figura 17. AS 82/220.R2 PLUS
Código de producto: WL-104-1051
Comentario
La precisión de las mediciones para las básculas AS 82 / 220.R2 PLUS cumple con los requisitos de OIML R 76 y los requisitos del Sistema de Gestión de Calidad del Departamento de Control de Calidad de Radwag.
El valor mínimo de la división de legalización (e) según OIML R 76 es de 1 mg. El valor de la unidad de lectura (d) de la microbalanza es 1 mg. En el rango de pesaje inicial, el error de precisión máximo permitido (MPE) es 0,5 del valor de la unidad de lectura, es decir, 0,5 mg. De acuerdo con estas pautas, el error de medición de la masa puede llegar a 0,000500 g. Por esta razón, los parámetros metrológicos de las microbalanzas se prueban de acuerdo no se recomienda orientación legal (OIML).

Figura 18. Microbalanza MYA 5.4Y PLUS
Código de producto: WL-101-0203
Excentricidad
|
SOP |
EXCENTRICIDAD |
|
Definición |
OIML R76 |
|
Equipo |
Patrones de masa con valores nominales cercanos al valor de ⅓ o ½ máxima capacidad de la balanza probada |
|
Método |
Manual (OIML R 76)
Manual – diferencial
|
|
Limite |
Metrología legal, OIML - R 76: la diferencia permisible entre la indicación de peso en el punto de control no debe ser mayor que el valor de error para la carga dada (Anexo 1). Área voluntaria: la diferencia máxima para los puntos de control 2 ÷ 5, calculada en relación con la indicación en el centro del platillo, no debe exceder el valor especificado por el fabricante (tarjeta de catálogo). |
|
Interpretación |
Las buenas prácticas de laboratorio recomiendan que los objetos de pesaje se coloquen siempre en el centro del platillo. Por esta razón, el posible error de exd tiene poca importancia. Los objetos con un centro de gravedad desplazado pueden ser una excepción. |
Para la mayoría de las balanzas de laboratorio producidas por Radwag, el error de excentricidad es de aproximadamente 3 divisiones elementales. Durante la evaluación, se utiliza un peso estándar ½ carga máxima de la balanza.
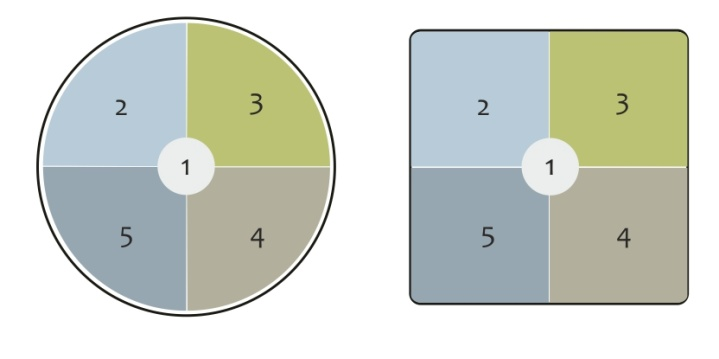
Figura 19. Lugares de control para la prueba de excentricidad
Error diferencial de excentricidad
El error de excentricidad diferencial es la desviación que se produce entre el resultado de pesar el patrón en los pasos 2 ÷ 5 y el resultado obtenido al pesar el mismo patrón en la posición central 1 (fig. 19). Fórmula:
Ecc = I(1) – I(i)
donde: Ecc – error de excentricidad diferencial
I (i) – indicación para el siguiente punto (2, 3, 4, 5)
I (1) – indicación de posición central
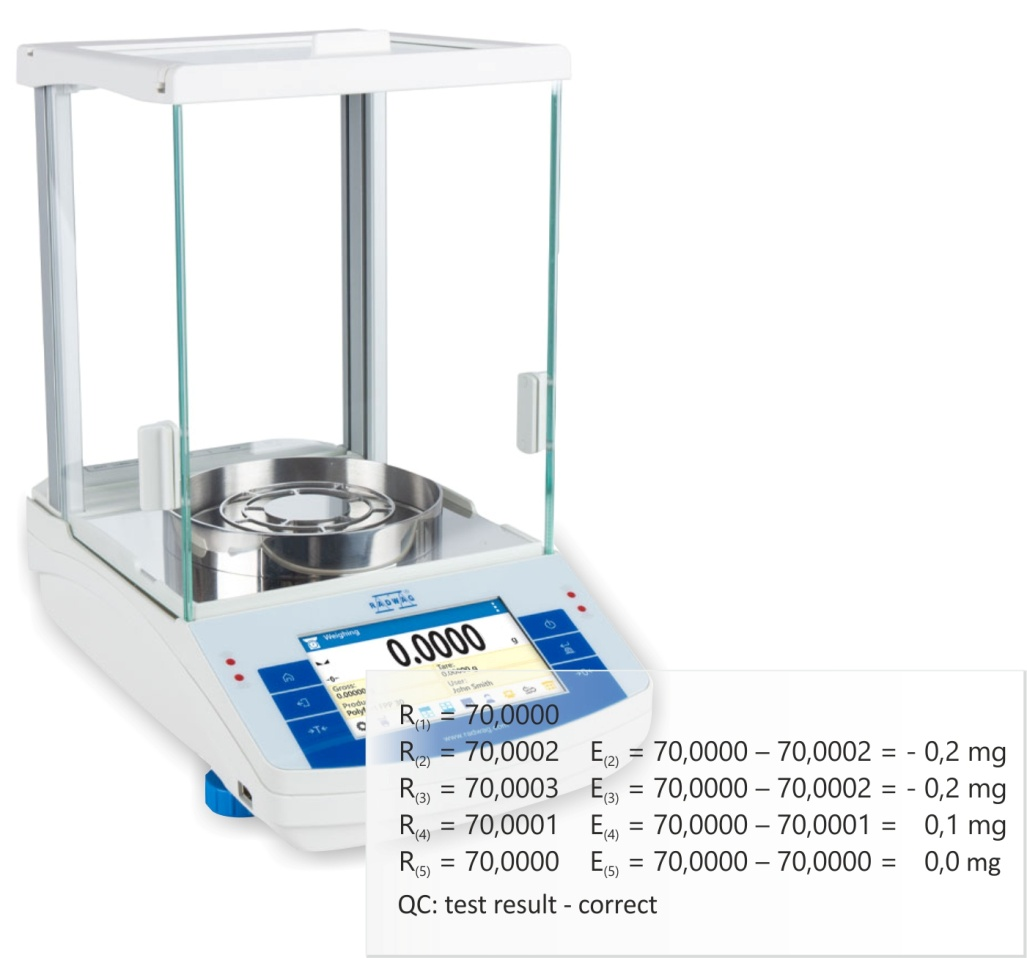
Figura 20. Balanza AS 220.X2 – prueba de excentricidad
Código de producto: WL-104-0169
La excentricidad es un valor constante, por lo que no es necesario probarlo con demasiada frecuencia. En la práctica, probar la excentricidad de la balanza solo se justifica cuando se pesan muestras grandes (más de ½ máx.). Para masas pequeñas, este parámetro es irrelevante: el efecto de repetibilidad es dominante. Entonces, ¿debería controlarse este parámetro?
Ciertamente, este parámetro debe verificarse después de instalar la balanza. El resultado de la verificación dará la respuesta si el transporte de la balanza no ha cambiado sus características. Durante el uso, este parámetro tiene un valor constante, por lo que el control debe ser periódico (con un intervalo largo, por ejemplo, cada poco mes).
Linealidad
Este parámetro define la diferencia entre el resultado de pesaje y el valor de referencia representado por el patrón de masa. La evaluación cubre todo el rango de medición, pero a veces puede limitarse solo a una parte. La balanza ideal es aquella que permite un "pesaje preciso", es decir, aquella en la que el resultado de pesar el patrón coincide exactamente con el valor que figura en el certificado de calibración. Un ejemplo de pesaje preciso está representado por una línea verde, la no linealidad está representada por una línea discontinua. (figura 21).
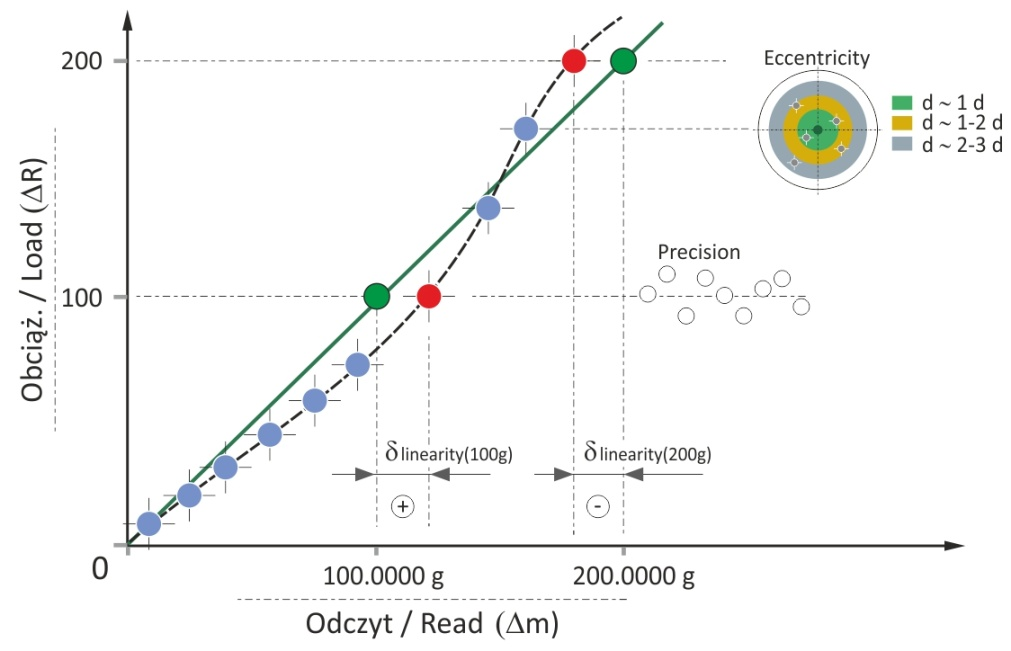
Figura 21. Linealidad de la balanza – balanza ideal
La existencia de no linealidad de la balanza puede ser el resultado de errores en los patrones de masa utilizados durante la calibración de fábrica, imperfecciones de los métodos de medición, capacidades metrológicas de la balanza y errores del operador. De hecho, la desviación de linealidad también incluye otros errores, etc., de precisión de medición o centralidad. Se puede concluir que el rango de pesaje determina qué componentes adicionales se incluyen en el presupuesto de desviación de linealidad. Cuando la masa de la muestra está en el rango hasta la mitad de la carga máxima, lo siguiente puede tener una influencia significativa en la desviación de linealidad medida:
- precisión de la medición, es decir, repetibilidad (influencia del entorno, habilidades, etc.)
- error del patrón, incertidumbre demasiado alta en la determinación del patrón de masa, pureza de patrón, etc.
Cuando la masa de la muestra está en el rango ½Max ÷ Max, lo siguiente puede tener una influencia significativa en la desviación de linealidad:
- precisión de la medición, es decir, repetibilidad (influencia del entorno, habilidades, etc.)
- error de excentricidad
- error del patrón, incertidumbre demasiado alta en la determinación del patrón de masa, pureza de patrón, etc.
Siempre tratamos de reducir estos errores mediante una metodología adecuada, etc., soportes especiales para pesaje de recipientes (ver punto 3), seguimiento del entorno de trabajo, formación del personal, etc. Por otro lado, a la hora de seleccionar el peso para una aplicación concreta, se deben tener en cuenta sus posibles errores, lo que ayudará a mantener la seguridad de los procesos en el laboratorio.
El análisis de las desviaciones de la linealidad de la balanza también debe tener en cuenta el hecho de que el pesaje de objetos reales como polvos, frascos, recipientes, dedales puede tener un error mayor. Las fuentes de este error son la inestabilidad de la muestra (absorción / desorción), la presencia de cargas estáticas excesivas y la inestabilidad térmica de la muestra. Por tanto, la metodología de pesaje debe tener en cuenta la posibilidad de tales fenómenos e indicar medidas para reducir el riesgo en este proceso.
La evaluación práctica de la linealidad requiere una calibración (Fig. 5), generalmente es un mecanismo de calibración interna. Tal proceso elimina el error de sensibilidad de la balanza, que puede ser el resultado de la constante estabilización térmica de la balanza, moviendo la balanza del lugar de producción al lugar de uso, y otros factores ambientales. La calibración también se puede realizar utilizando patrones externos, pero debe recordar que la masa real del patrón es la masa nominal del patrón después de tener en cuenta la desviación (ver certificado de calibración). La Figura 22 muestra un ejemplo de un informe de calibración de la balanza.
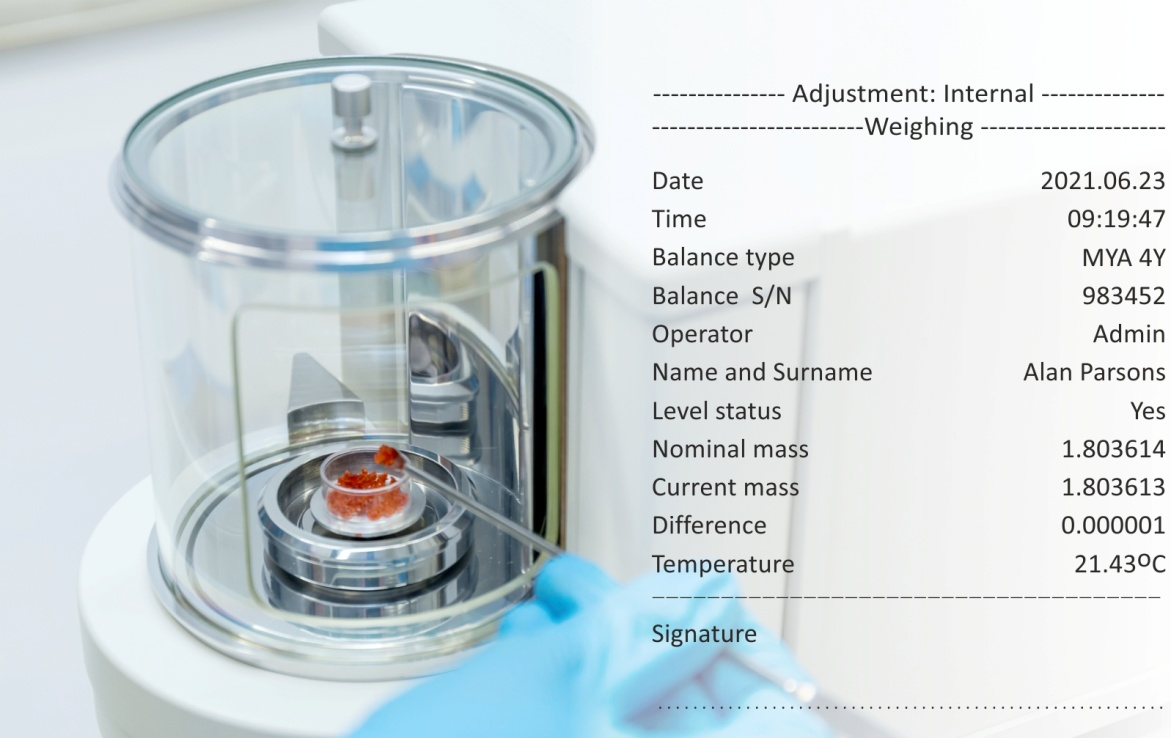
Figura 22. MYA 21.4Y PLUS. Pesaje de polvos, informe de calibración
Código de producto: WL-101-0414
|
SOP |
Linealidad |
|
Definición |
OIML R76, ISO 5725-1 (precisión) |
|
Equipo |
|
|
Método |
Manual (OIML R 76)
Manual – con el uso de pesos de lastre
|
|
Limite |
Metrología legal, OIML - R 76: la diferencia permisible entre la indicación de peso en el punto de control no debe ser mayor que el valor de error para la carga dada (Anexo 1). Método del peso de lastre: la diferencia permitida entre la indicación de la balanza en el punto de control no debe ser mayor que el valor de error para una carga determinada (apéndice 1) o no debe ser mayor que el valor especificado por el fabricante (tarjeta de catálogo). |
|
Interpretación |
El uso de patrones de masa en todo el rango de medición puede resultar problemático debido a la incertidumbre de determinar la masa de los patrones. El uso del método de pesos de lastre se basa en el supuesto de que, independientemente de la carga de lastre aplicada, la medición de la masa del mismo patrón debe dar los mismos resultados: la relación carga / indicación de la balanza es perfectamente lineal (Fig. 21, línea verde). |
Linealidad – metrología legal
De acuerdo con los requisitos de OIML R 111-1, OIML R 76, el error del peso utilizado durante las pruebas metrológicas no puede ser mayor que ⅓ de los errores límite permisibles para una carga dada (Anexo 1). Por esta razón, probar balanzas con unidades de lectura muy pequeñas, como las series XA 4Y o MYA 4Y, donde d <0.01 mg puede no proporcionar información objetiva sobre la precisión / linealidad de la balanza. Para las balanzas de clase de precisión II y III, este problema no ocurre, porque la prueba generalmente usa pesos de clase de precisión F2.

Figura 23. PS 1000.X2 con un conjunto de patrones de masa – prueba de la precisión de las indicaciones de la balanza
La balanza cumple con los requisitos de metrología legal y los requisitos del Sistema de Gestión de Calidad de Radwag.
Linealidad – método de pesos de lastre
El uso de este método requiere la preparación de un patrón y una cantidad adecuada de pesos de lastre.
.png)
Figura 24. Control metrológico de las balanzas de la serie AS 220.R2 PLUS
Código de producto: WL-104-0177
Al diseñar pruebas de corrección, debe usar el sentido común en lo que respecta al número de pruebas y su complejidad. Verificar aquellas áreas de la balanza que sean importantes para la calidad del trabajo de laboratorio y en la medida que sea necesario. También debe tenerse en cuenta que el patrón puede ser cualquier elemento caracterizado por la masa constante en el tiempo.
.jpg)












