Masas mērījumu drošība farmācijas rūpniecībā. Metroloģiskie pamattesti (II daļa)
.jpg)
Metroloģiskie testi palielina masas mērījumu drošību, ja vien tie tiek veikti pareizi un regulāri. Farmaceitiskajā rūpniecībā mērījumu drošība ir prioritāte. Ņemot to vērā, mūsu raksta otrajā daļā pievērsīsimies metroloģisko testu metodoloģijai. Vispirms pastāstīsim, kā sagatavoties šādiem testiem.
.Sagatavošanās pirms pārbaudījumiem
Pirms testiem ir jāiepazīstas ar svariem, masas standartiem un metodiku. Tas ļaus izstrādāt tādu testu ciklu, kas skaidri parādīs mērījumu precizitāti un precizitāti.
Svari
Katriem svariem ir noklusējuma iestatījumi, no kuriem ir atkarīgs, cik ātri un precīzi var veikt mērījumus. Noklusējuma iestatījumi garantē pareizu svaru darbību tipiskos laboratorijas apstākļos, t. i., aptuveni 20oC temperatūra, relatīvais mitrums aptuveni 40%. Rūpnīcas iestatījumi, kas optimizē svaru darbību, tiek pielāgoti, pamatojoties uz masas standarta svēršanas novērojumiem. Laboratorijas svēršanas laikā tiek mērīti arī citi objekti, kas nav masas etaloni, piemēram, spuldzes, mērglāzes, vārglāzes, trauki u. c. Šā iemesla dēļ dažkārt ir nepieciešams nedaudz mainīt svaru iestatījumus, to darot, jāņem vērā reālā procesa specifikācija. Radwag instrumentu gadījumā šādu optimizāciju var veikt, veicot regulārus testus validācijas procesā. Faktiski ir divi galvenie optimizācijas veidi:
- ātruma optimizācija,
- mērījumu precizitātes optimizācija.
.png)
9. attēls. XA 21.4Y.A PLUS – stenta pielietojums
Mērīšanas signāla filtrēšanas metode
- ļoti ātrs / ātrs,
- vidējais,
- lēna / ļoti lēna.
Stabilitātes kritērijs
- ātri,
- ātrs un uzticams,
- uzticams.
Optimizācija par labu ātrumam var nedaudz pasliktināt precizitāti un precizitāti. Tas ir saistīts ar to, ka tieši šajā gadījumā stabilu svēršanas rezultātu nosaka:
- īss novērošanas laiks un
- ievērojamas svēršanas rezultātu variācijas,
tāpēc par stabilu rezultātu var pieņemt nepareizu vērtību.
Lai optimizētu svēršanas procesu par labu izcilai precizitātei, parasti ir nepieciešams:
.
- .
- ilgstoša mērīšanas signāla novērošana,
- ļoti nenozīmīga svēršanas rezultātu variācija. .
Jākonstatē, ka svariem ar nolasīšanas vienību d = 1 mg, t. i., PS 1000.X2 (10. attēls), praktiski nav lielu atšķirību attiecībā uz mērīšanas laiku vai svēršanas precizitāti pirms un pēc optimizācijas. Milzīgas atšķirības ir vērojamas svariem, kuru nolasīšanas vienība ir mazāka par 0,1 mg, piemēram, MYA 4Y sērijas mikrovarmām.
.
.png)
10. attēls. PS 1000.X2 – masas mērīšana ar nolasāmību 1 mg
Izstrādājuma kods: WL-218-0026
Meklējot ideālu risinājumu attiecībā uz svēršanas ātrumu un precizitāti, ir jāņem vērā reālās prasības laboratorijā realizētajam procesam. Tas ļauj ne tikai izvēlēties piemērotus svarus, bet arī ietaupīt testa materiālu, kas var būt dārgs. Teorētiskā atkarība starp masas mērīšanas laiku un precizitāti tipiskiem laboratorijas svariem ar augstu izšķirtspēju ir parādīta 11. attēlā.
.png)
11. attēls. Līdzsvara parametru optimizācija
Lielākajai daļai svaru, jo īpaši svariem ar nolasīšanas vienību robežās no 0,01 mg ÷ 0,0001 mg, īsākais mērīšanas laiks būs iemesls sliktākai mērījumu precizitātei. Ņemot to vērā, praktiski ir jāizvairās iestatīt īsu mērīšanas laiku. Optimālais masas mērīšanas laiks lielākajai daļai laboratorijas svaru ir aptuveni 2 ÷ 15 sekundes atkarībā no nolasīšanas vienības vērtības. Tā kā trūkst standartā noteiktas "mērīšanas laika" jēdziena definīcijas, mēs varam sastapties ar dažādiem terminiem, kuru mērķis ir drīzāk uzsvērt mārketinga vēstījumu, nevis sniegt objektīvu informāciju.
.
Masas standarti
Konkrēta vielas daudzuma izsniegšanai ir nepieciešama iepriekšēja pārbaude, vai svaru rādījumi ir precīzi vai nē. Šim nolūkam tiek veikta svaru regulēšana (lasiet 4. iedaļu). Alternatīvi ir iespējams salīdzināt uzrādītos svaru rādījumus, ja slodze, kas gulstas uz svēršanas trauka, ir masas standarts ar zināmu masas vērtību, ar minēto zināmo vērtību. Abos gadījumos tiek iegūta informācija, kas norāda, cik precīzi ir izmērīta vielas masa.
pIeriodiskās svaru kontroles laikā reti tiek analizēts, kas tiek izmantots testos, vai svari tiek pārbaudīti ar svaru vai masas etalonu. Ir dažas būtiskas atšķirības starp šiem diviem veidiem:
- atsvaru nominālo masu nosaka noteikumi, savukārt masas etalonu masas vērtība var būt patvaļīga,
- atsvaru formu nosaka noteikumi (OIML R111-1), savukārt masas etalonu forma var būt patvaļīga, to izvēlas atbilstoši paredzamajam lietojumam, piemēram, elektronisko svaru gadījumā, kur iekšējais regulējamais svars atbilst svaru mehāniskajai konstrukcijai, .
- par masas etalonu var būt jebkurš objekts, kas izgatavots no materiāla, kurš garantē masas stabilitāti, kuram ir identifikācijas zīmes un kalibrēšanas sertifikāts ar norādītu masas vērtību un kalibrēšanas nenoteiktību, kā arī ar informāciju par saglabāto izsekojamību. .
No iepriekš minētā var secināt, ka katrs svars var būt masas etalons (kalibrēšanas nepieciešamība), tomēr ne katrs masas etalons var būt svars, piemēram, neatļautie ģeometriskie izmēri.
.png)
12. attēls. Svara un masas standarta – kalibrēšanas process
Mūsdienās Radwag Mērījumu laboratorijā masas standarta kalibrēšanas procedūra tiek veikta automātiski, izmantojot automātiskos masas komparatorus un speciālo RMC programmatūru. Abi komponenti ir patentēti Radwag risinājumi, kas ļauj nodrošināt ļoti augstu kalibrēšanas procesu precizitāti un precizitāti.
.png)
13. attēls. Masas standarta komplekts
Izstrādājuma kods: OK-501-0026
Testēšanas metodoloģija
Katru svaru var testēt, izmantojot daudzas metodes, tomēr to nav ieteicams darīt (pārāk daudz apstrādājamās informācijas, laikietilpīgs process, dārgas darbības). Pārbaužu skaits jāsamazina līdz minimumam, tādējādi tiek iegūta tikai nepieciešamā informācija par svaru stāvokli (derīgs / nederīgs). Tomēr mērījumu rezultāts bez komentāriem ir bezjēdzīgs, tāpēc, plānojot testus, ir jādefinē:
- savas cerības attiecībā uz atbilstību kritiskajām robežām (standarta specifikācija, nozares atsauce attiecībā uz testējamo parametru, piemēram, analīzes precizitāte saskaņā ar USP 41), .
- testēšanas metodi, kas atbilst bilances darbības jomai, .
- ko testa rezultāts nozīmē laboratorijā veiktajiem procesiem, .
- iespējamie faktori, kas var ietekmēt testa rezultātu. .
Nav ieteicams ne izstrādāt sarežģītas kontroles procedūras, ne veikt sarežģītus testus ar augstu intensitāti. Dažas kontroles procedūras var īstenot automātiski, izmantojot iekšējās svaru funkcijas, piemēram, atskaiti par svaru regulēšanu, Autotest GLP. Pirmā funkcija informē par svēršanas precizitāti, bet otra - par svēršanas precizitāti. Abos gadījumos tiek izmantots iekšējais regulēšanas svars. Precīzāks šo procedūru apraksts atrodams turpmākajās šīs publikācijas sadaļās.
.png)
14. attēls. XA 82/220.4Y PLUS – pulvera svēršana. GLP ziņojums
Izstrādājuma kods: WL-107-1029
No kvalitātes vadības sistēmu viedokļa kontroles procedūrām jābūt pilnveidošanas instrumentam, t. i., riska analīzes procesam, kas jāveic katrā organizācijā (PDCA).
Mērījumu precizitāte un precizitāte
Norādes precizitāte ir jēdziens, kas apvieno visus faktorus, kuri ietekmē svēršanas rezultātu. Starp tiem ir linearitāte, atkārtojamība, ekscentricitāte un jutības variācijas. Šo faktoru kopums var izraisīt svaru indikācijas neprecizitāti.
Mērījumu precizitāte ir izmērītās lieluma vērtības un mērāmās vielas patiesās lieluma vērtības atbilstības tuvums (avots: ISO/IEC Guide 99 International Vocabulary of Metrology. Pamatjēdzieni un vispārīgie jēdzieni un saistītie termini, VIM). Mērījumu precizitātes jēdziens nav lielums (to nenorāda skaitliskā lieluma vērtībā). Mērījums ir precīzāks, ja ar mērījumu saistītā kļūda ir mazāka (15. attēls)
.
.png)
15. attēls. Mērījumu precizitāte
Mērījuma Nr. 2 kļūda (vērtība 11) ir lielāka nekā mērījuma Nr. 1 kļūda (vērtība 5), tāpēc mērījums Nr. 1 ir precīzāks. Lai novērtētu masas mērījumu precizitāti, jāizmanto masas etalons ar zināmu masas vērtību. Piemērs:
- masas standarta svars 50,000165 g (kalibrēšanas sertifikāts) .
- svaru norāde 50.0004
- svaru rādījuma precizitātes kļūda 50,000165 – 50,0004 = - 0,000235 g = - 0,0002 g
- parauga, kura masa ir tuvu 50 g, svēršana tiek veikta ar aptuveni - 0,2 mg kļūdu. .
Mērījumu precizitāte ir norāžu vai izmērītā daudzuma vērtību, kas iegūtas, atkārtojot mērījumus vieniem un tiem pašiem vai līdzīgiem objektiem noteiktos apstākļos, atbilstības tuvums. Mērījumu precizitāti parasti izsaka skaitliski, izmantojot neprecizitātes mērījumus, piemēram, standartnovirzi, dispersiju vai variāciju koeficientu noteiktos mērījumu apstākļos. Jo mazāka precizitāte, jo lielāka standartnovirzes vērtība.
Indikācijas atkārtojamība un mērījumu precizitāte
|
SOP |
REPEATABILITĀTE |
|
Definīcija |
OIML R76 USP 41, USP 1251, Eiropas Farmakopejas 1.7.2. punkts |
|
Aprīkojums |
0,2 g, 10 g, 50 g, 50 g, 100 g, 200 g masas standarti |
|
Metode |
Manuālā 10 reizes ielādējiet svēršanas pannu ar attiecīgās nominālvērtības masas etalonu un reģistrējiet svēršanas rezultātus. Pirms mērījumiem un starp mērījumiem svaru rādījumi neuzlādētai svēršanas pannai var būt nulle. Pirms testa sākuma svaru regulēšana nav nepieciešama. Automātiskais – GLP autotests Ievadiet ,,Misc.” apakšizvēlni un palaidiet Autotest GLP funkciju. Regulēšanas masa tiks nosvērta 10 reizes. Pēc procedūras beigām svari parādīs mērījumu sērijā aprēķināto standartnovirzes vērtību. |
|
Ierobežojumi |
Likumīgā metroloģija, OIML – R 76: pieļaujamā starpība starp maksimālo un minimālo rādījumu nedrīkst būt lielāka par 5d ÷ 15d, to nosaka testa slodze (skatīt 1. PIELIKUMU). |
|
Interpretācija |
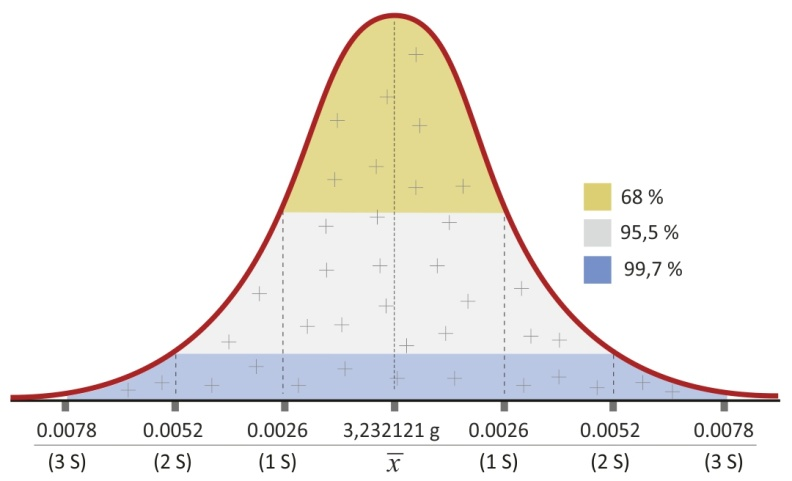
Mērījums nekad nav precīzs, tomēr to var novērtēt ar noteiktu varbūtību, kur ietilpst izmērītā vērtība (3 sigmu noteikums). Atsaucoties uz mērījumu sērijas vidējo vērtību un standartnovirzi (S), var secināt, ka:
|
Stabilos apstākļos precizitāte ir pastāvīga svaru īpašība, tāpēc iepriekš minēto atkarību noteikšana ļauj precizēt, vai masas mērījums pārsniedz noteiktās robežas attiecībā uz piemēroto varbūtību vai nē.
16. attēls. Standartnovirzes interpretācija – 3 sigma. noteikums
Balansu un mikrobalanses mērījumu precizitāte
Mērījumu precizitātes testa rezultāts ir atkarīgs no trim faktoriem, proti, svaru un vides termiskās stabilitātes, operatora prasmēm attiecībā uz svēršanas mākslu un pielietotās testa metodes.
.
Šo faktoru nozīmes apzināšanās ir pirmais solis ceļā uz objektīviem testiem. Turpmāk ir sniegti divu svaru ar dažādām nolasīšanas vienībām precizitātes testi. Rezultāti ir attiecināti uz juridiskajām prasībām (OIML R 76) un Radwag noteiktajām robežvērtībām kvalitātes kontrolei.

17. attēls. AS 82/220.R2 PLUS
Izstrādājuma kods: WL-104-1051
Piezīme
AS 82/220.R2 PLUS svaru mērījumu precizitāte atbilst OIML R 76 prasībām un Radwag kvalitātes kontroles departamenta kvalitātes vadības sistēmas prasībām.
Saskaņā ar OIML R 76 zemākā verifikācijas vienības (e) vērtība ir 1 mg. Mikrobalanses nolasīšanas vienības (d) vērtība ir 1 mg. Svēršanas diapazona zemākās robežas zonā maksimālā pieļaujamā precizitātes kļūda (MPE) ir 0,5 no verifikācijas vienības vērtības, t. i., 0,5 mg. Ņemot vērā iepriekš minēto, masas mērījumu kļūda var būt līdz 0,000500 g. Tieši šī iemesla dēļ nav ieteicams pārbaudīt mikrobanču metroloģiskos parametrus saskaņā ar tiesību aktiem (OIML).

18. attēls. Mikrobalanss MYA 5.4Y PLUS
Izstrādājuma kods: WL-101-0203
Ekscentricitāte
|
SOP |
ECENTRISKUMS |
|
Definīcija |
OIML R76 |
|
Aprīkojums |
Nominālmasas etaloni, kas tuvi vai nu ⅓, vai ½ testējamā instrumenta maksimālās ietilpības vērtībai |
|
Metode |
Manuālā (OIML R 76)
Manuālais – diferenciāls
|
|
Ierobežojumi |
Likumīgā metroloģija, OIML – R 76: pieļaujamā starpība starp līdzsvara rādījumiem kontroles punktam nedrīkst būt lielāka par kļūdas vērtību konkrētai slodzei (1. PIELIKUMS). Tiesību aktos nereglamentēta joma: maksimālā starpība kontroles punktiem 2 ÷5, kas aprēķināta, ņemot vērā rādījumus svēršanas trauka centrālajā punktā, nedrīkst būt lielāka par ražotāja norādīto vērtību (produkta datu lapa). |
|
Interpretācija |
Labas laboratorijas prakses vadlīnijās ieteikts svērtos objektus novietot pašā svēršanas trauka centrā. Tāpēc iespējamajai ekscentricitātes kļūdai nav būtiskas nozīmes. Izņēmums var būt objekti ar smaguma centra nobīdi. |
Lielākajai daļai Radwag ražoto laboratorijas svaru ekscentricitātes kļūda ir aptuveni 3 nolasīšanas vienības. Novērtēšanai tiek izmantots masas etalons ar ½ Maksimālā jauda.
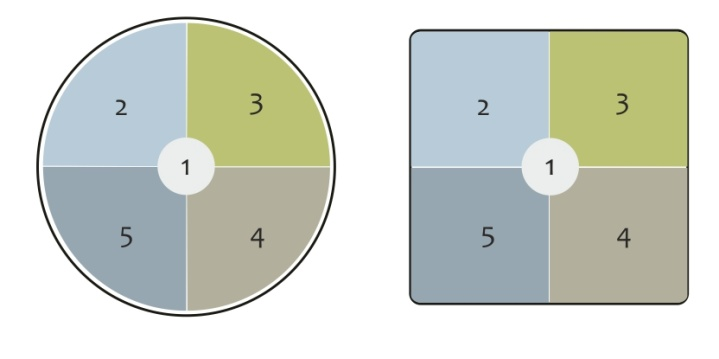
19. attēls. Ekscentricitātes testa kontroles vietas
Ekscentricitātes diferenciālā kļūda
Ekscentricitātes diferenciālā kļūda ir novirze starp rezultātu, kas iegūts, svērt masas etalonu, kurš secīgi novietots 2. ÷5. punktā, un rezultātu, kas iegūts, svērt to pašu masas etalonu, ja tas novietots centrāli 1. punktā (19. attēls). Formula:
Ecc = I(1) – I(i)
kur: Ecc – ekscentricitātes diferenciālā kļūda
I (i) – necentrālā punkta (2, 3, 4, 5)norāde
I (1) – norāde uz centrālo punktu
20. attēls. AS 220.X2 līdzsvara – ekscentricitātes tests
Izstrādājuma kods: WL-104-0169
Ekscentricitāte ir nemainīgas vērtības parametrs, tāpēc to nav nepieciešams pārbaudīt pārāk bieži. Praksē ekscentricitātes pārbaude ir lietderīga tikai tad, ja tiek svērti lielas masas paraugi (virs ½ Max). Mazām masām šis parametrs nav svarīgs, jo dominē atkārtojamības ietekme. Vai tad šis parametrs ir jākontrolē?
?Ekscentricitāte noteikti jāpārbauda pēc svaru uzstādīšanas. Testa rezultāts ļaus spriest, vai svaru transportēšana ir izraisījusi kādas izmaiņas svaru raksturlielumos vai nē. Ekspluatācijas laikā šī parametra vērtība ir konstanta, tāpēc kontrole jāveic periodiski (ar lielu intervālu, piemēram, ik pēc dažiem mēnešiem).
Linearitāte
Linearitātes parametrs nosaka starpību starp svēršanas rezultātu un atsauces vērtību, t. i., masas standarta svaru. Runājot par linearitāti, tiek novērtēts viss svēršanas diapazons, tomēr dažkārt to var samazināt tikai līdz kādai tā daļai. Perfekts svēršanas instruments ir tāds instruments, kas ļauj veikt 'precīzu svēršanu' tas nozīmē svēršanu, kas garantē, ka kalibrēšanas sertifikātā norādītā indikācija un svara vērtība atbilst. Precīzu svēršanu attēlo zaļā līnija, pārtraukta līnija apzīmē nelinearitāti (21. attēls).
.
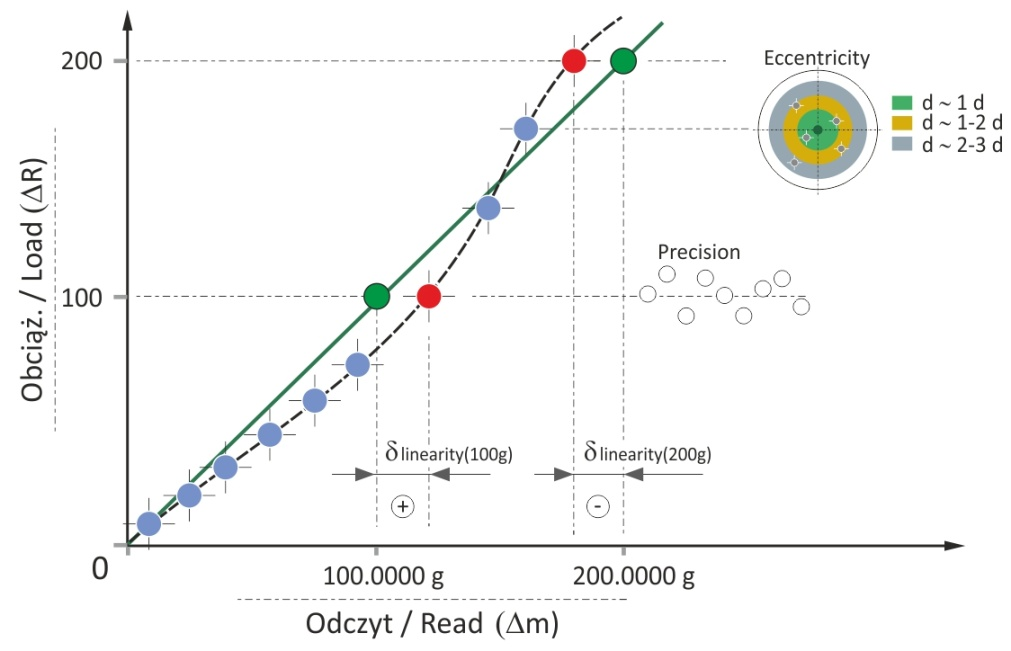
21. attēls. Līdzsvara linearitāte – modeļa līdzsvars
Svaru nelinearitāte var rasties rūpnīcas regulēšanas laikā izmantoto masas etalonu kļūdu, nepilnīgu mērīšanas metožu, svaru metroloģisko iespēju un operatora kļūdu dēļ. Faktiski linearitātes novirze akumulē citas kļūdas, piemēram, kļūdas, kas rodas mērījumu precizitātes vai ekscentricitātes dēļ. Var teikt, ka papildu komponenti, kas veido linearitātes novirzes budžetu, ir atkarīgi no svēršanas diapazona. Parauga masai, kas ietilpst diapazonā no 0 līdz ½ Maksimālā jauda, linearitātes novirzi var būtiski ietekmēt:
- mērījumu precizitāte, t. i., atkārtojamība (apkārtējās vides apstākļu, prasmju u. c. ietekme),
- masas standartkļūda, pārāk liela masas standartmasas noteikšanas nenoteiktība, masas standartmasas netīrība utt. .
Parauga masai, kas ietilpst ½Max ÷Max diapazonā, izmērīto linearitātes novirzi var būtiski ietekmēt:
- mērījumu precizitāte, t. i., atkārtojamība (apkārtējās vides apstākļu, prasmju u. c. ietekme),
- ekscentricitātes kļūda,
- masas standartkļūda, pārāk liela masas standartmasas noteikšanas nenoteiktība, masas standartmasas netīrība utt. .
Mēģinājums samazināt šīs kļūdas ir nebeidzams stāsts, tas tiek darīts ar attiecīgas metodikas palīdzību u. c., īpašiem svēršanas traukiem paredzētiem turētājiem (lasiet 3. sadaļu), apkārtējās vides stāvokļa uzraudzību, personāla apmācību u. c. Izvēloties svarus konkrētam pielietojumam, jāņem vērā iespējamās kļūdas, ar to tiks saglabāta laboratorijā notiekošo procesu drošība.
Analizējot svaru linearitātes novirzi, jāņem vērā arī tas, ka reālu objektu, piemēram, pulveru, sīpolu, trauku, ekstrakcijas uzpirkstenīšu svēršana var būt apgrūtināta ar lielāku kļūdu. Šo kļūdu var izraisīt parauga nestabilitāte (absorbcija/desorbcija), pārāk daudz statisko lādiņu, parauga termiskā nestabilitāte. Svēršanas metodikā jāņem vērā šādi procesi un jānorāda riska novēršanas līdzekļi.
Praksē linearitātes novērtēšana ietver regulēšanas veiktspēju (5. attēls). Parasti šim nolūkam izmanto iekšējo regulēšanas mehānismu. Šāds process novērš svaru jutīguma kļūdu, kas var rasties notiekošās svaru termiskās stabilizācijas, svaru pārvietošanas no ražošanas uz ekspluatāciju, citu vides apstākļu dēļ. Korekciju var veikt arī, izmantojot ārējos masas etalonus, tomēr šādā gadījumā jāatceras, ka reālā masas etalona masa ir tā nominālā masa pēc novirzes ņemšanas vērā (skatīt kalibrēšanas sertifikātu). Svaru regulēšanas ziņojuma piemērs parādīts 22. attēlā.
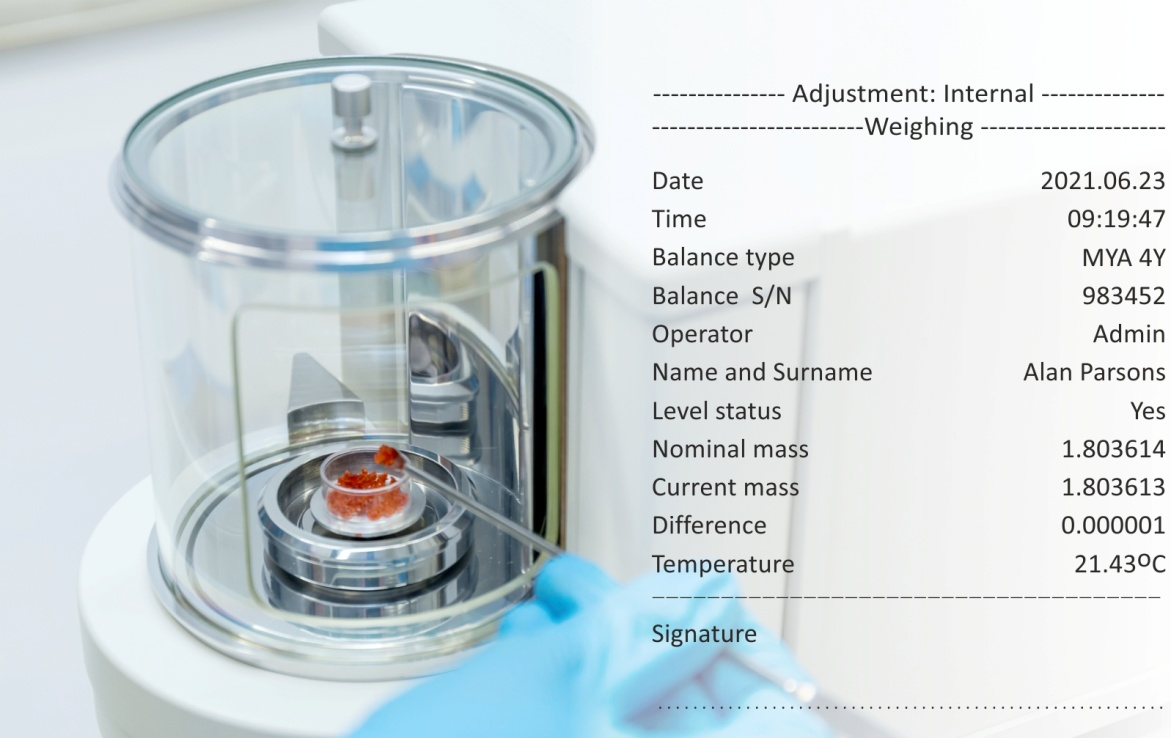
22. attēls. MYA 21.4Y PLUS – pulvera svēršanas, regulēšanas ziņojums
Izstrādājuma kods: WL-101-0414
|
SOP |
Linearitāte |
|
Definīcija |
OIML R76, ISO 5725-1 (precizitāte) |
|
Aprīkojums |
|
|
Metode |
Manuālā (OIML R 76)
Manuāli – ar papildu svaru izmantošanu
| .
|
Ierobežojumi |
Likumīgā metroloģija, OIML – R 76: pieļaujamā starpība starp līdzsvara rādījumiem kontroles punktam nedrīkst būt lielāka par kļūdas vērtību konkrētai slodzei (1. PIELIKUMS). Papildu svara metode – pieļaujamā starpība starp līdzsvara rādījumiem kontroles punktam nedrīkst pārsniegt ne kļūdas vērtību konkrētai slodzei (1. PIELIKUMS), ne ražotāja norādīto vērtību (produkta tehnisko datu lapa). |
|
Interpretācija |
Masas etalonu izmantošana visā svēršanas diapazonā var būt problemātiska masas etalona svara noteikšanas nenoteiktības dēļ .Papildu masas metodes izmantošana balstās uz pieņēmumu, ka neatkarīgi no izmantotās papildu slodzes vienas un tās pašas masas standarta masas mērījums dod vienu un to pašu svēršanas rezultātu, slodzes/norādes atkarība ideālā gadījumā ir lineāra (21. attēls, zaļā līnija). |
Linearitāte – Legulārā metroloģija
Saskaņā ar OIML R 111-1, OIML R 76 prasībām metroloģiskajos testos izmantotā svara kļūda nedrīkst būt lielāka par ⅓ maksimāli pieļaujamo kļūdu attiecīgajai slodzei (1. PIELIKUMS). Šā iemesla dēļ svaru testēšana ar ļoti mazām nolasīšanas vienībām, piemēram, XA 4Y vai MYA 4Y sērijas svariem, kur d < 0,01 mg, var nesniegt objektīvu informāciju par svaru precizitāti/linearitāti. II un III precizitātes klases ierīcēm šādas problēmas nav, jo testēšanas nolūkā izmanto F2 precizitātes klases svarus.

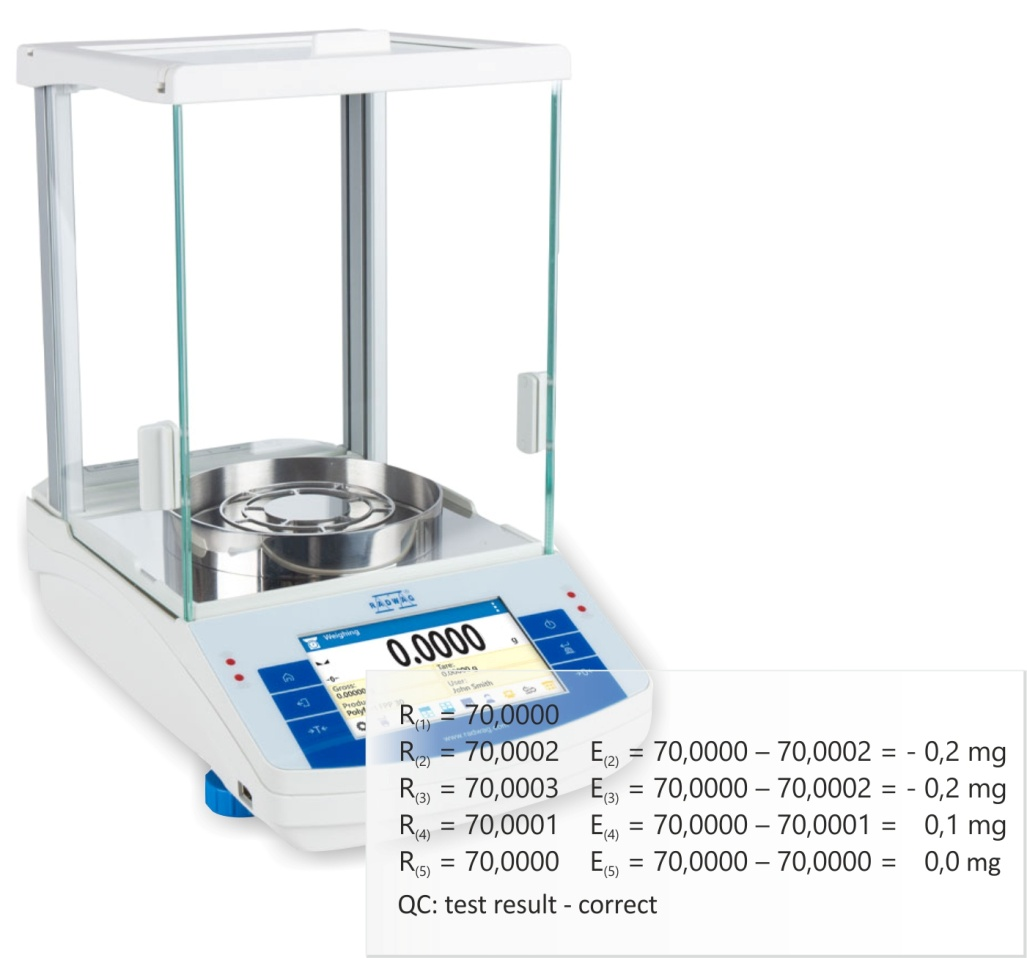
23. attēls. PS 1000.X2 ar uzstādītu masas etalonu – svaru indikācijas precizitātes pārbaude
Svari atbilst likumīgās metroloģijas prasībām un Radwag pieņemtajām kvalitātes vadības sistēmas prasībām.
.
Linearitāte – Papildu svara metode
Šī metode prasa izmantot vienu masas etalonu un attiecīgu papildu svaru daudzumu.
.png)
24. attēls. AS 220.R2 PLUS sērijas svaru metroloģiskā kontrole
Izstrādājuma kods: WL-104-0177
Izstrādājot kontroles testus, ir jāņem vērā attiecīgais testa daudzums un sarežģītības līmenis. Nepieciešamajā apjomā jāpārbauda tikai tās jomas un funkcijas, kas ir nozīmīgas laboratorijas darbības kvalitātei. Jāņem vērā arī tas, ka katrs laika gaitā nemainīgas masas objekts var kalpot par masas standartu.
Ieteicam izlasīt iepriekšējo un nākamo raksta daļu ar nosaukumu Smasas mērījumu drošība farmācijas rūpniecībā. Metroloģiskie pamattesti:
Sazinieties ar farmācijas rūpniecībai paredzēto RADWAG produktu klāstu:
.jpg)











